ポリイミドテープとは

ポリイミドテープとは、テープ基材にポリイミドフィルムを使用した粘着テープのことです。
ポリイミドは熱分解する温度が高いことから、耐熱性と絶縁性に優れています。主な用途は、電子基板への耐熱マスキングや耐熱絶縁です。
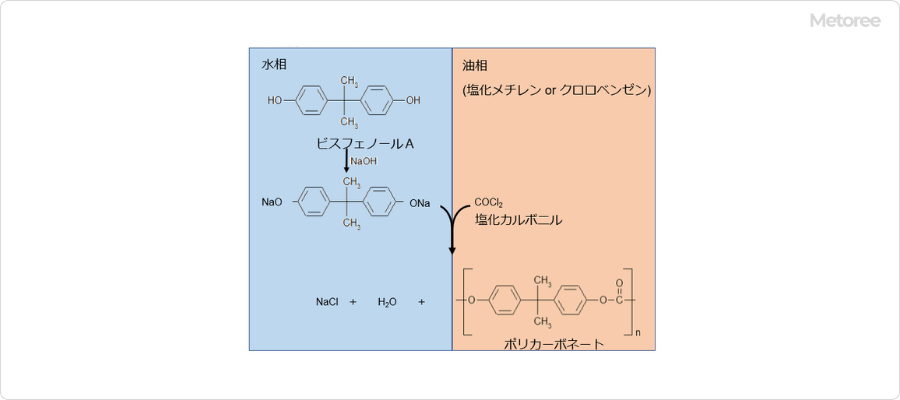
ポリイミドとはイミド結合でポリマー化している高分子の総称ですが、米国デュポン社が芳香族ポリイミドを用いたポリイミドフィルムを商品化したのが最初の工業利用です。
多くのポリイミドテープ製品では、シリコーン系粘着剤を用いているため、剥がした後も糊が残りにくいという利点があります。
ポリイミドテープの使用用途
ポリイミドテープは、基材であるポリイミドフィルムの超耐熱・超耐寒性から、主に高温下や高電圧下において使用されます。耐熱性が求められる鉄道や航空部品の補修から回路の絶縁処理など、様々な場所で応用が可能です。
薄く半透明のものが多く、小さな部品や細かな電子回路の補修に適しています。再剥離が可能なため、微調整を繰り返す場面でも活用できます。一般的な使用方法としては、はんだ付け作業時における電子回路のマスキング、プリント基板の絶縁・断熱があります。
その他にも、薬品耐性が高い製品が多いため、強酸性の薬剤を塗布する際に固定したり、部分エッチングの際の保護したりする際にも使用される場合が多いです。
ポリイミドテープの原理

ポリイミドテープは、ポリイミドフィルムにシリコーン系粘着剤が塗布された構造の製品が大多数を占めます。一部、シリコーン残渣を防ぎたい用途を対象に、ゴム系粘着剤製品や、アクリル系粘着剤製品も存在します。
ポリイミドテープの特長は、これらポリイミドフィルムと粘着剤の性質によるものです。ポリイミドの方が粘着剤より耐熱温度が高いため、一般的に製品の耐熱温度は粘着剤の種類によって決まります。
ポリイミドの性質
ポリイミドとはイミド結合でポリマー化している高分子化合物の総称ですが、ポリイミドテープに用いられるのは芳香族化合物がイミド結合で高分子化した芳香族ポリイミドです。非常に強い結合をしているため、強度が高く耐熱性や絶縁性に優れています。熱分解温度は500℃以上です。
優れた耐熱性をもたらしている、分子構造上の具体的な特性は以下の通りです。
- イミド結合を介して芳香族同士が共役構造を持っている。
- 芳香族環が同一平面に位置することにより、分子鎖が互いに密に充填 (パッキング) されている。
- 極性の高いイミド結合が強い分子間力を有している。
また、熱を加えた際の膨張率も低いため、高温下で使用してもさほど膨張せず、寸法の誤差を抑えることができます。
ポリイミドテープのその他情報
ポリイミドテープに使用される粘着剤

ポリイミドテープで使用される粘着剤にはシリコーン粘着剤、ゴム系粘着剤、アクリル系粘着剤などがあり、粘着力や耐熱性などそれぞれ特性が異なります。ポリイミドテープのうち、米国デュポン社のポリイミドフィルム「カプトン®」を使用した製品は、カプトンⓇテープと呼ばれることがあります。
1. シリコーン系粘着剤</br /> シリコーン系粘着剤とはシリコーンゴム成分とシリコーンレジン成分からなる粘着剤のことです。シリコーンゴムは、それほど粘着性が高くないものの、耐寒性、耐熱性に優れています。そのため、使用温度領域が-60℃~250℃と幅広いのが特長です。
シリコーンレジンは、シリコーンゴムの粘着性を補う粘着付与剤成分です。シリコーンゴム成分とシリコーンレジン成分の構成比を変化させることで、必要な粘着特性が得られます。元々の特性から更に耐熱性を向上させるため、過酸化ベンゾイルなどの架橋剤も使用されます。
シリコーンゴムやフッ素樹脂にも粘着することが可能で、耐水性や耐薬品性にも優れています。強酸性の水溶液に晒される場所で使用することもできます。また、空気を抜きやすいので貼る際に気泡が入りにくいのが利点です。再剥離性にも優れているため、糊残りせずに剥がすことができます。
2. シリコーン系以外の粘着剤
数は多くないながらも、アクリル系やゴム系の粘着剤を使用したポリイミドテープも存在します。シリコーン系粘着剤より耐熱性では劣るものの、シロキサンガスやシリコーン残渣によるはんだ付け不良を防ぎたい場合などに使用されます。電子部品のリフロー時のマスキングや、仮固定、部品・レンズの保護、部品搬送などの際に用いられます。
参考文献
https://www.monotaro.com/s/c-23361/#
https://tape-omakase-navi.com/column/post-340/
https://www.tanimura.biz/dictionary/polyimide.html
https://www.neion.co.jp/blog/useful/adhesive#: