大型3Dプリンターとは
大型3Dプリンターとは、規模の大きい物を造形することに特化した3Dプリンターのことで、主に業務用で使用されることが多いです。
これまで大型の造形物は、多くの場合職人の経験に基づく手作業により制作されてきました。しかし、大型3Dプリンターを用いることで経験や時間に捉われない製造ができるようになります。
大型3Dプリンターは、同時に複数の小型造形物を造形することもできるため、小型3Dプリンターに比べて効率的な造形も可能です。
大型3Dプリンターの使用用途
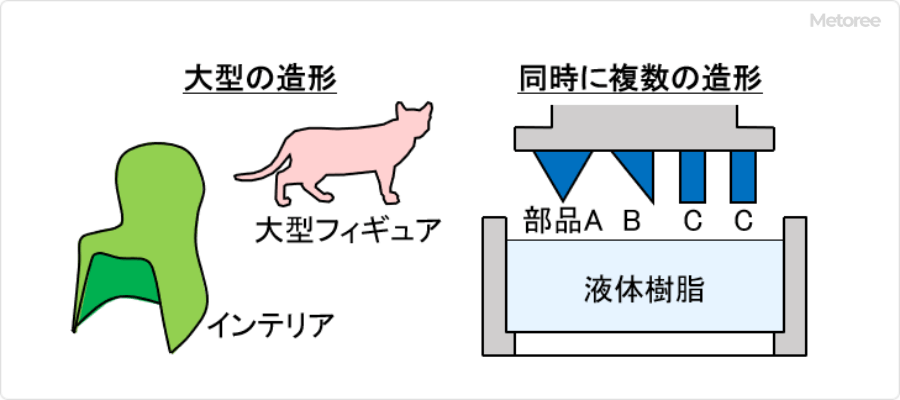
図1. 大型3Dプリンターの使用用途
大型3Dプリンターには様々な使用用途があります。例えば、大型の試作品、装飾、立体看板、フィギュア、インテリア、小道具の制作などです。また、成形用の注型制作にも使われています。
近年では大型3Dプリンターを用いた住宅や橋梁の造形も行われ、今後、さらに新しい分野に活用の幅を広げていくことが期待されています。
大型3Dプリンターの原理
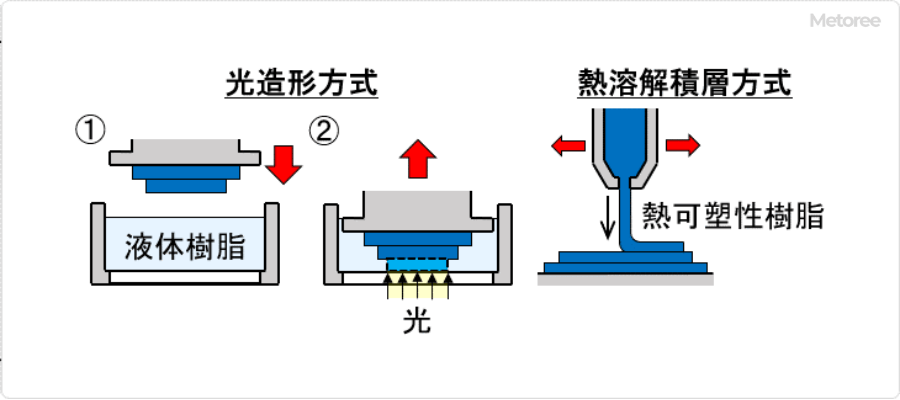
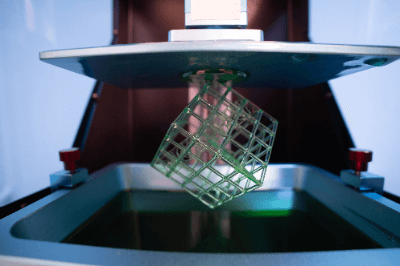
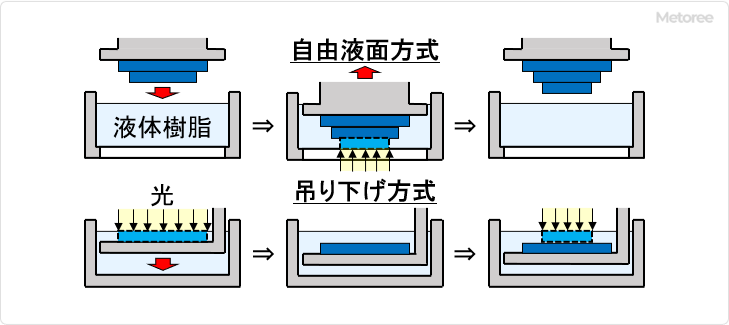
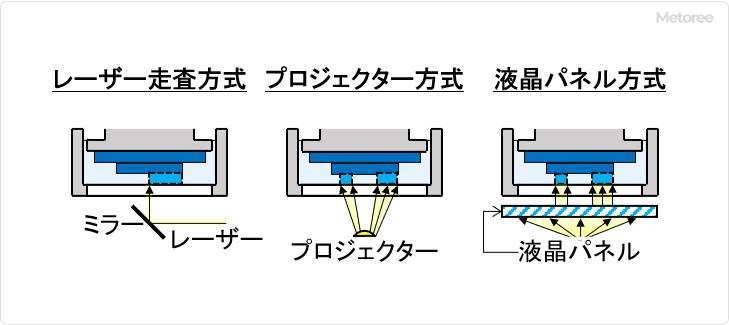
図2. 大型3Dプリンターの原理
3Dプリンターには様々な積層方式があり、製品によって採用されている方式が異なります。
光造形方式は、紫外線を光硬化樹脂に照射して積層する方式であり、比較的、短時間で造形できるため、多くの大型3Dプリンターにも採用されています。熱溶解積層方式は、可塑性樹脂をノズルから吐出して積層する方式であり、素材にエンジニアリングプラスチックを用いることができるため、耐久性が求められる造形にも有効です。
作りたい大型製造物の用途によって適した製品を選ぶことが大切です。
大型3Dプリンターのその他情報
1. 大型3Dプリンターの素材
大型3Dプリンターでは様々な素材を用いて造形を行うことができます。下記の他に、柔軟性があり最終製品にも用いられるナイロンや、強度が高く酸やアルカリにも強いポリプロピレン、石膏なども素材として用いることができます。
ABS
ABSは曲げや伸びに対して丈夫であり、研磨などの加工も行いやすいです。ただし、ABSは湿気に弱いという欠点があり、大きな製品を作成すると変形することもあります。価格が安いため、社内向けの製造などでの利用に向いている素材です。
PLA
PLAと呼ばれる自然由来のプラスチック素材も大型3Dプリンターの材料としてよく用いられます。硬くて安定した出力ができるため、大きい製品を作成するのに適しています。ただし、研磨などの加工には不向きです。
金属素材
高度な製品では、金属素材を取り扱うことができる機種もあります。アルミニウムや銅、チタンや鉄鋼などを素材として用いることができますが、当然素材も高価となるので産業用途での利用が主となります。
2. 大型3Dプリンターの価格
近年、3Dプリンターの価格は低下していますが、大型3Dプリンターの価格は一般的に高価です。
産業利用を行うための大型3Dプリンターの価格は、様々な素材を扱える機種であれば50万~100万程度、大規模な製造を実現するためのものであれば数百万以上となります。着色が可能であったり、金属やセラミックなどの素材にも対応したハイクラスの3Dプリンターであれば、500万以上が主な価格帯となります。このクラスの製品となると、プロトタイプだけではなく最終製品の作成も行うことができます。
3. 大型3Dプリンターの将来性
図3. 大型3Dプリンターの将来性
大型3Dプリンターは様々な分野での活用が期待されています。例えば、建設業界では大型3Dプリンターを用いた住宅や橋梁の造形が進められています。将来的には、技術者不足解消やより効率的な工事の実現につながることが期待されます。
また、自動車業界では、大型3Dプリンターを用いたボディやタイヤ等の造形も進められています。近年、EV化の流れもあり、新たな設備が必要となるタイミングでもあるため、より一層3Dプリンターの活用に注目が集まっています。
参考文献
https://japan.mimaki.com
https://www.ricoh.co.jp
https://www.pc-koubou.jp
https://www.recmbus-3dprint.com