切断加工とは
切断加工とは、物体を2つに切断するための加工法の総称です。
丸棒や板材などの機械部品の材料を組み合わせる際に行われます。工具に刀刃、はさみ、鋸刃を使用したり、火炎で被削材を溶かして切断したり、微粉末を吹きつけて切断する加工法などが一般的です。
材料を切り出す際には、素材の形状に合う工作機械を使用します。パイプ材、アングル材、チャンネル材を利用すると機械加工が容易です。
切断加工の使用用途
対象の素材によって、多種多様な加工法があります。適切な切断加工を使い分ければ、最適な手順で加工可能です。
例えばレーザー切断加工では、作成したデータ通りにカットでき、板金、アクセサリー、看板のような、幅広い用途で使用可能です。素材によって切断可能な厚みが変化します。
ワイヤーカット放電加工はセラミックやタングステンのような硬い物質の切断に利用可能です。ウォータージェット加工は熱により変形しやすいゴムや強化プラスチックの加工に適しています。フライス加工は機械部品のスペーサーに、旋盤加工はシャフトの軸や軸受けなどに使用されます。
切断加工の種類
1. 旋盤加工での切断
様々な切削加工が可能な旋盤です。突っ切りバイトなどを取り付けて、棒材などの工作物を切断できます。棒材などを目的の長さより長い状態で加工した時などに、最後の方の段階でこの切断方法が使用されます。
2. フライス加工による切断
多種多様な切削加工を行う旋盤ですが、メタルソーなどの工具を取り付けて切断できます。
3. プレス加工による切断
工作物の上下に2枚の刃を用意してプレスすると、目的のサイズ・形状に切断できます。この場合には切断加工の一種である、せん断加工と呼ばれることも多いです。
4. レーザーカットによる切断
レーザーにより切断します。複雑な形に切断可能です。
5. ウォータージェット加工による切断
超高圧域に昇圧した水を、極めて小さい径のノズルで噴出させて切断します。
6. ワイヤーカットによる切断
電極線を使用して放電現象により切断します。複雑な形に切断可能です。
切断加工の選び方
切断加工では多種多様な工作機械を用います。
1. 帯のこ盤
板材を切断する際に、帯のこ盤を使用します。帯のこ盤は幅8mm程度の帯状の刃が上から下方向に回転していて、材料を切断可能です。帯のこ盤で板材を切り出す際には、削りしろ (3〜5mm) を考慮してけがきます。軍手を使うと巻き込まれる恐れがあるので、使用せず両手で材料をしっかり押さえます。ただし刃の進行方向に指を置いてはいけません。
2. 弓のこ盤
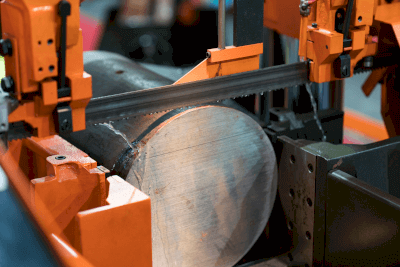
丸棒を切断する時には、弓のこ盤を使います。弓のこ盤は自動的に刃が往復運動を繰り返します。固定した材料の上に刃を乗せれば、簡単に丸棒を切断可能です。適当な長さに材料を固定して、弓のこ盤を動かします。ゆっくりと材料の上に刃を当てると、自動的に切断が完了します。
3. 手のこ
直径10mm以下の丸棒を切断する場合は、弓のこ盤ではなく手のこで行います。理由は弓のこ盤の刃を破損するからです。 手のこで材料を切断する時には、押すときに力を入れて、引くときには力を抜きます。材料は万力で固定する方法が一般的です。
4. 足踏み切断機
厚さ1mm以下の鉄板や2mm以下のアルミニウム合金板などを切断する時には、足踏み切断機を使います。けがいた板材を刃の位置に合わせて、ペダルを強く踏み込むだけで切断可能です。足踏み切断機は直線で切断する際に使用します。
5. 高速切断機
高速切断機は高速で回転する厚さ5mm程度の砥石で材料を切断します。鉄鋼製のパイプやアングル材など、肉厚が薄い材料を素早く切断可能です。
6. ガス切断
ガス切断はアセチレンガスと酸素の燃焼熱で、鉄鋼材料を溶かして切断します。初心者だと切断面が曲がってしまい、品質が確保できません。またガス切断を行うには、資格が必要です。
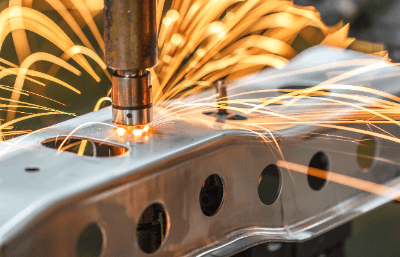
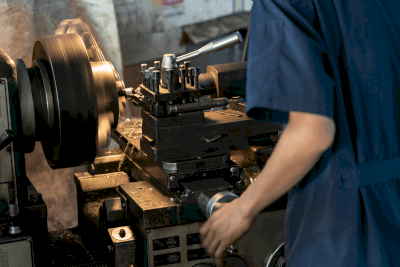
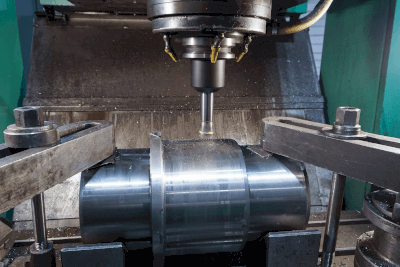
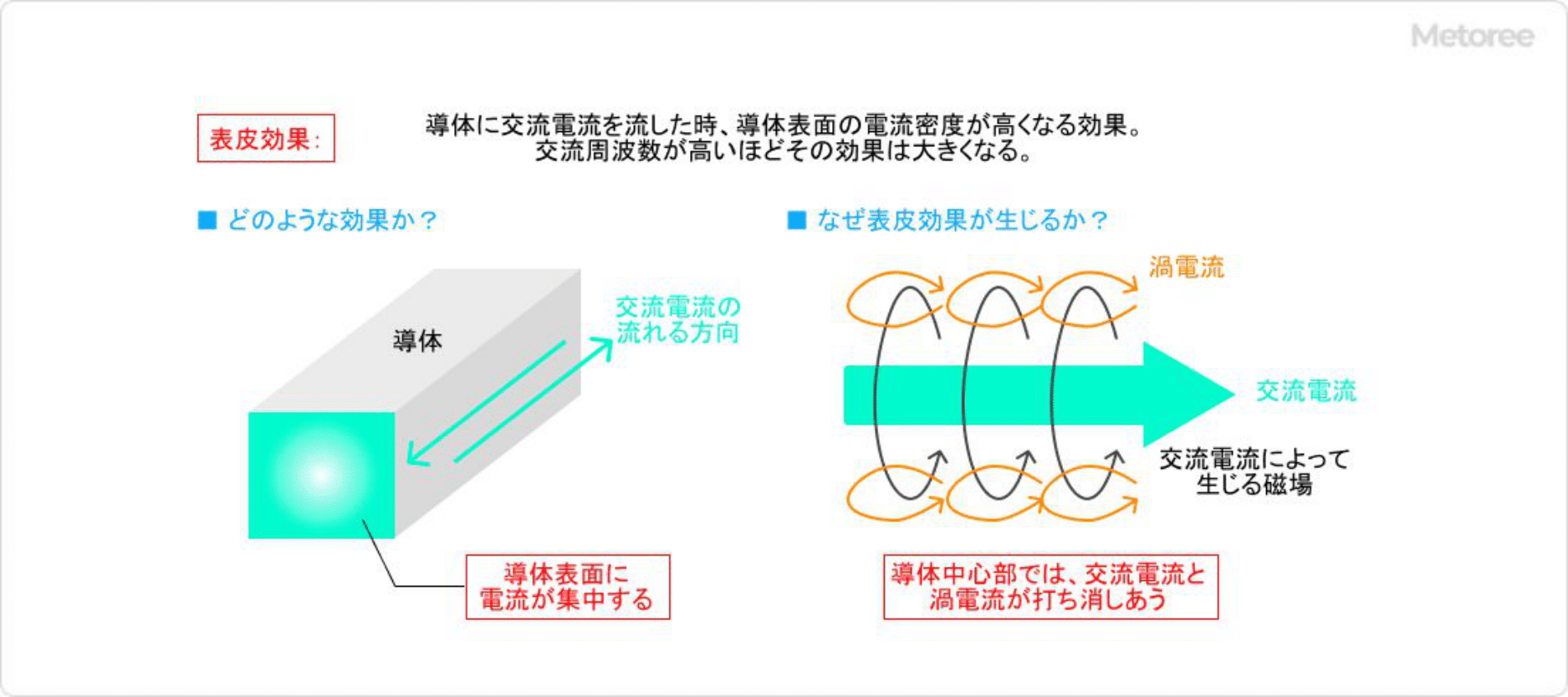 図3. 表皮効果
図3. 表皮効果
