タッピングねじとは

タッピングねじとは、めねじ側 (木材や金属などの部材) にねじ山が無くても、タッピングねじ自身がねじ込み時にねじ山を成形することができるおねじのことです。
相手側 (めねじ側) の加工が必要ないので作業の効率も上がり、コストの面でも非常に優秀と言えます。
タッピングねじの使用用途
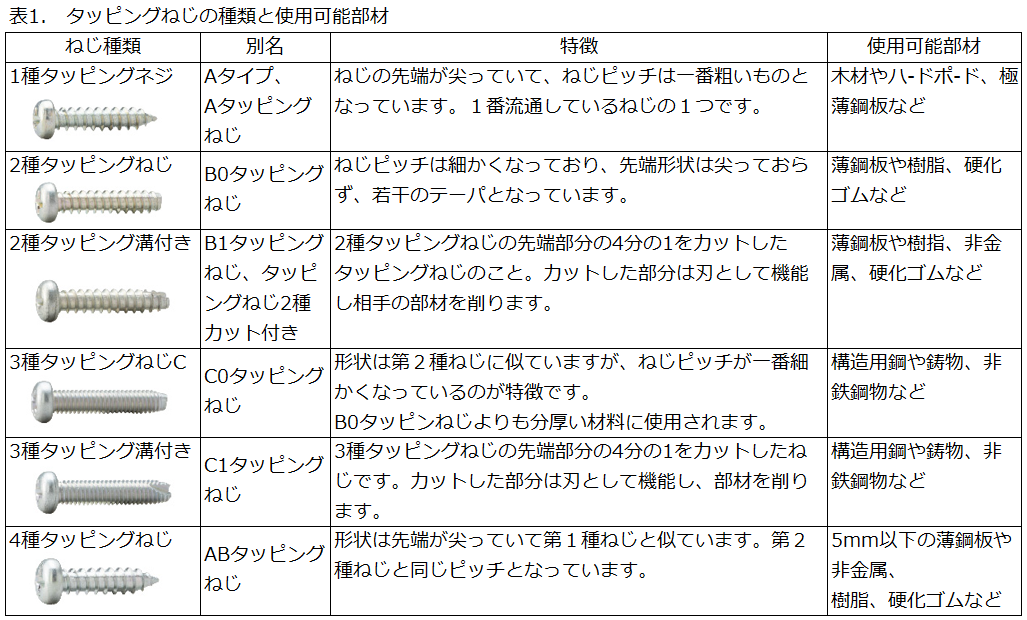
タッピングねじは、主に木材、鋼板、アルミ合金板、樹脂を締結するために使用されます。タッピングねじは薄い部材であれば、様々な用途に使用することができます。タッピングねじのねじ部の形状は6種類があり、対象となる部材によって使い分けることが大切です。
タッピングねじの特徴
タッピングねじの特徴は、あらかじめ開けた下穴にねじ込むことだけでめねじが形成され、異なる部品同士を締結させることができる点です。通常のねじは、部材にあらかじめ下穴を開け、タップ加工 (ねじ切り) を行い、めねじを作っておく必要があります。
タッピングねじは部材同士を締結させる手間が少なく、締結する力も強いため、プロからDIYまで幅広く使用されています。反面、一度締め込むと緩みにくい特性があり、ねじの締め込みを失敗すると、めねじ側に形状が記憶されてしまう点がデメリットです。
1. ドリルねじとの違い
ドリルねじとの違いは下穴が必要か否かで、ドリルねじは下穴を開ける必要がありません。ドリルねじは先端形状がドリル状になっており、下穴あけ、タップ加工、締付が1工程で可能で、主に鋼材など金属同士の固定に使用されます。
2. 木ねじとの違い
木ねじとの違いは、タッピングねじが木材、鋼板、アルミ合金板、樹脂など幅広く使用できることに対して、木ねじは名前の通り木材専用になる点です。これは木材が水分を含んでいて、年数経過で乾燥すると木材が痩せてしまい、通常のタッピングねじでは緩んで外れてしまうためです。木ねじは首下はねじが切られておらず少し太くなっているので、木材が痩せても緩まずしっかり固定できるようになっています。
タッピングねじのその他情報
1. タッピングねじの頭の種類

タッピングねじの頭の種類には、「なべ頭」「皿頭」「トラス頭」の3種類があり、それぞれ以下の特徴があります。
- なべ頭タッピングねじ
タッピングねじの中でもっとも広く使用されている形状です。 - 皿頭タッピングねじ
頭が平らなお皿状で、頭を全て埋め込みたいときに使用します。そのため、あらかじめ部材に頭を埋め込むための円錐状の穴を加工しておく (皿モミ) 必要があります。 - トラス頭タッピングねじ
ナベ頭タッピングねじと比べて頭の径が大きく、締め付け強度が必要な場合に使用します。
このほかにも、バインド頭タッピングねじや丸皿頭タッピングねじなど様々な形があります。
2. 締結不良
締結不良はタッピングねじを締め付けるときの操作ミスや、ねじを締付取り外しを行う際に発生することがあります。ねじの締結時にトルクが足りず、タッピングねじが着座しないこともあります。それを解決しようと逆に締め付けトルクをかけ過ぎて、締め付けるものやタッピングねじ自体を壊してしまうなど、様々なトラブルに繋がりやすいです。
トラブルを未然に防ぐためにも、タッピングねじの外径などの条件から、適切な下穴の大きさなどが、ねじのパッケージなどに記載されています。タッピングねじの取付取り外しを繰り返していると、少しずつ締結強度が落ちてきて、最終的にはネジ穴を破壊してしまいます。また、振動や熱によって締め付けている部材に経年変化が起きると軸力が少しずつ落ちてきてしまうこともあるので、さまざまな条件で試験を行い、対策を考える必要があります。
参考文献
https://www.tsurugacorp.co.jp/dictionary/tapping_drill/tapping_drill_tapping.html
https://www.neji-navi.com/contents/trivia/tapping.php
https://www.nittoseiko.co.jp/nitto-blog/2017/08/09/4
https://www.neji-navi.com/contents/trivia/tapping.php
https://www.vectrix.co.jp/la/Torque.html