制御・計測・センシング
駆動・機械要素・電子制御部品
産業別カテゴリ
電源・エネルギー・熱処理機器
安全・保護・環境対策
材料・素材・ケミカル
電気・電子部品
構造部品・締結要素
ソフトウェア・ネットワーク
サービス
その他
全てのカテゴリ
閲覧履歴
はんだ付けロボットのメーカー18社一覧や企業ランキングを掲載中!はんだ付けロボット関連企業の2025年5月注目ランキングは1位:株式会社堀内電機製作所、2位:株式会社メイコー、3位:アポロ精工株式会社となっています。 はんだ付けロボットの概要、用途、原理もチェック!
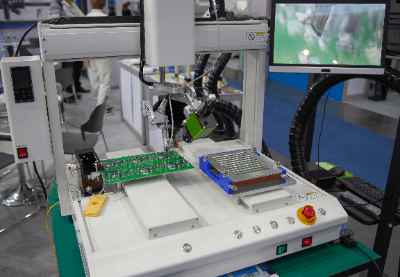
はんだ付けロボットとは、ロボットにはんだごてが取り付けられており、自動ではんだ付けする装置です。
ロボットアームなどを用いていることから、従来の実装マウンターやはんだ付け装置などのはんだ付け自動化装置よりも、狭い場所でのはんだ付けが可能である点が特徴です。従来は、人間の手作業でしか狭い場所へのはんだ付けはできませんでした。
2025年5月の注目ランキングベスト10
| 順位 | 会社名 | クリックシェア |
|---|---|---|
| 1 | 株式会社堀内電機製作所 |
14.7%
|
| 2 | 株式会社メイコー |
9.4%
|
| 3 | アポロ精工株式会社 |
8.8%
|
| 4 | 株式会社デンソーウェーブ |
8.8%
|
| 5 | 株式会社津々巳電機 |
8.2%
|
| 6 | 白光株式会社 |
7.6%
|
| 7 | リコーインダストリアルソリューションズ株式会社 |
7.1%
|
| 8 | 株式会社ジャパンユニックス |
5.9%
|
| 9 | KUKA Japan株式会社 |
5.9%
|
| 10 | 株式会社日本メンブレン |
4.1%
|
項目別
4 点の製品がみつかりました
4 点の製品

アルファエレクトロニクス株式会社
180人以上が見ています
最新の閲覧: 22時間前
返信のとても早い企業
100.0% 返答率
1.7時間 返答時間
■概要 JadeMk2は457×508mm基板サイズに対応した据え置き型装置です。 バッジ式のオペレーションに適した調整可能なキャリアで、様々な形...

アルファエレクトロニクス株式会社
200人以上が見ています
最新の閲覧: 5時間前
返信のとても早い企業
100.0% 返答率
1.7時間 返答時間
■概要 JadeProはJadeMk2のハイスペックVerではんだ槽をもう1つ追加し2個のはんだ槽で2種の異なるノズルを使用しプログラム作成が可能は...

アルファエレクトロニクス株式会社
140人以上が見ています
最新の閲覧: 5時間前
返信のとても早い企業
100.0% 返答率
1.7時間 返答時間
■概要 Synchrodexはコンベアを搭載したインライン型の装置です。フラックス塗布、プリヒータ、はんだ付け工程をそれぞれの装置に割り振...

アルファエレクトロニクス株式会社
180人以上が見ています
返信のとても早い企業
100.0% 返答率
1.7時間 返答時間
■概要 SynchrodexProはSynchrodexのハイスペックVerではんだ槽をもう1つ追加し2個のはんだ槽で2種の異なるノズルを使用しプログラム作成...
はんだ付けロボットとは、ロボットにはんだごてが取り付けられており、自動ではんだ付けする装置です。
ロボットアームなどを用いていることから、従来の実装マウンターやはんだ付け装置などのはんだ付け自動化装置よりも、狭い場所でのはんだ付けが可能である点が特徴です。従来は、人間の手作業でしか狭い場所へのはんだ付けはできませんでした。
はんだ付けロボットは、はんだ付けに使用されますが、大量生産品よりも多品種で少量の製品の製造に向いています。また、局所的なはんだや耐熱温度の低い部品へのはんだ付けなど、従来人間の手作業でおこなっていた細かく精密な作業が得意です。しかし、その分他のはんだ付け自動化装置よりも作業に時間がかかります。
例えば、スマートファイバーセンサのアンプの基板のはんだ付けは、ロボットを導入したスライドはんだ工法で行われています。ランド幅0.5mmピッチが1mmいう精密な箇所のはんだをロボットが担当し、作業の効率化が図られています。
はんだ付けロボットは、アームを有するロボット、はんだごて、コントローラ、条件設定などをおこなうティーチングペンダントによって構成されています。窒素ガス発生装置を備えており、はんだごての先やはんだ表面の酸化を防止しているものもあります。
ロボットの種類には、小型の卓上ロボットのほか、ロボットアームの様式に応じてスカラロボットおよび直交ロボットなどがあります。ティーチングペンダントからはんだ付けの条件を入力して、所定のはんだ付けをさせれば使用可能です。
はんだ付けロボットには、卓上ロボットやスカラロボットおよび直交ロボットなどがあります。このほか、はんだ付けの工法によっても種類分けされます。はんだ付けの工法の代表的なものは、コテ工法とレーザー工法です。現在でも、コテ工法が多く使用されています。
コテ工法は、はんだごてを350℃近くまで加熱し、コテ先からはんだを流し込み金属と接合する工法です。クリームはんだを塗布した後、加熱溶融して接合するリフロー工法などと比較すると、電子部品に直接熱が加わらないのが特徴です。このため、熱ダメージを抑えて品質の高いはんだ付けをおこなうことができます。
レーザー工法では、レーザー光によりはんだを溶融させています。レーザー光をレンズやミラーで集光して高密度のビームにすると、物体を高温に加熱出来ることを利用した工法です。レーザービーム径が当たる部分に部品とはんだを置き、はんだ付けします。このレーザー工法は、非接触ではんだ付けすることから狭くて細かい加工に好適です。
はんだ付けロボットを導入するメリットは、作業の自動化と高速化および作業の正確性が上がることです。はんだ付けの良し悪しは、はんだゴテの温度や基板に対する接触時間および接触面積などのブレが左右します。
各要素が適切に管理されていないと、温度が低すぎること、接触時間が短いことによりイモ付けはんだが生じます。イモ付けはんだが起きると、強度が弱くもろい接着になります。熱の伝導不足により生じるヤニ付けはんだも同様です。特に経験不足の作業初心者が多い現場などではこのような事態が発生しやすく、不良品率が上がり生産効率が低下します。
このような場合に、はんだ付けロボットを現場に導入し、熟練者のような作業をロボットに実行させることが有効です。はんだ付けロボットの多くは、位置決め制御が0.1mm単位で可能で、高い位置再現性 (作業の正確さ) を持ちます。さらに、モーター駆動による高速動作が可能であり、人間よりも作業スピードが速い上、疲れなどによるヒューマンエラーも生じません。
はんだ付けロボットの多くは、比較的簡単にシステム化が可能です。通常、ロボットを生産ラインなどに組み込む場合は複雑なプログラミング作業が必須です。例えば垂直多関節ロボットであれば、専用のロボット言語などを用いて「ロボットに行わせたい作業」をプログラム化してインプットする必要があります。
しかし、はんだ付けロボットのように、ロボットが実施する作業がすでに決まっている場合は、多くの場合、ロボット開発元によってプログラミングがなされています。そのためユーザーは、導入後、はんだ付けの位置情報や、加熱時間などのパラメータを設定すれば生産ラインに組み込み可能です。
参考文献
https://www.apolloseiko.co.jp/product/detail/8/
https://monoist.atmarkit.co.jp/mn/articles/1809/11/news072_3.html
https://www.hakko.com/japan/hikaru/pages/topic1.html
