全てのカテゴリ
閲覧履歴
アルミ切削加工についての概要、用途、原理などをご説明します。また、アルミ切削加工を提供する会社・業者22社一覧や企業ランキングも掲載しておりますので是非ご覧ください。アルミ切削加工関連企業の2024年6月注目ランキングは1位:株式会社ピーエスピー、2位:株式会社ゼン、3位:株式会社中農製作所となっています。
アルミ切削加工と関連するカテゴリ
1987年~1991年昭和電線電纜勤務 高分子材料研究室にて電線の被覆材の研究に従事1991年~1997年小池国際特許事務所にてパテントエンジニアとして勤務1997年~2005年GE横河メディカルシステムにて知財部員として勤務現在、ライターとして活動

アルミ切削加工は、旋盤、フライス盤、NC盤、マシニングなどの工作機械を使い、アルミに「切る」、「削る」などの加工を行う加工方法です。
プレス加工や成型加工と比べて、加工箇所に応じて細かい加工を行えるため、より複雑な形状の加工が可能になります。また、アルミは、素材として軽く、加工性が良く複雑な形状でも精度よく加工できるので、様々な分野の部品製作にアルミ切削加工が使用されています。
アルミの切削加工は、複雑な形状でも精度よく加工できること、アルミが様々な特性を持つことから、以下のような機械部品の加工方法として使用されています。
アルミは磁場に影響されない非磁性体です。このことから、磁場の影響を受けやすい電子医療機器やメカトロニクス機器、リニアモーターカーなどの複雑な形状の部品は、アルミ切削加工で製作されています。
アルミは熱伝導率が高く、鉄の約3倍の熱伝導率を持ちます。このため、高熱伝導率が必要とされ、複雑な形状も必要とされる冷暖房装置、エンジン部品、放熱フィン、ヒートシンクなどの製作にはアルミ切削加工が好適です。
アルミは低温環境にも強く、液体窒素を扱う (-196℃) 環境や液体酸素を扱う (-183℃) 環境といった極低温下でも脆性破壊することがなく、靭性が大きい素材です。このため、最近では宇宙開発や、極低温の超電導関連といった最先端分野で、形状や特性に高精度が要求される機械部品にもアルミ切削加工が利用されています。
アルミ切削加工は、用途に応じた工作機械を使ってアルミを「切る」「削る」といった形で不要な部分を取り除き、求められる形状やサイズに加工します。様々な形状に加工でき、かつ高精度の部品が作成できるという点が長所です。
しかし、一方で、複雑な形状になる程、多くの刃物と様々な加工方法を用いることになるため、時間とコストがかかりやすいという欠点もあります。なお、部品材料として一般的に使用されるアルミ材は、アルミ合金です。これは、アルミ単体での弱点をカバーするためで、アルミ合金には他の金属が加えられています。
アルミ合金には番手が与えられており、加えられている金属によって1000番系~7000番系が割り振られています。この番手に応じて適した加工法があり、アルミ切削加工に適しているのは、5000番系です。
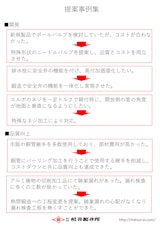
アルミは、切削加工時に溶けて切削刃に溶着が発生する可能性があります。この溶着により生じる問題点と解決方法は以下の通りです。
切削刃への溶着による問題点
アルミが切削刃に溶着すると加工精度が落ちるという問題があります。これは、溶着が生じると、切削刃に構成刃先と呼ばれる刃先を形成するためで、この構成刃先により本来の加工精度を出せなくなります。この溶着が発生すると、微小な切削刃であるネジ切りタップや細い刃物が折れて加工品の中に埋まってしまうこともあり、品質低下の大きな要因です。
溶着の対処法
このような溶着を防ぐための対処法は、大きく分けて、「エアブローによる切粉の排除」と「加工時に切削油を使用する」方法があります。「エアブローによる切粉の排除」は、切削刃にエアーを吹き付け、加工により発生した切粉をエアブローでこまめに取り除いて溶着を防止する方法です。「加工時に切削油を使用する」方法は、加工時に切削油を使用して、溶着のリスクを減少させる方法です。
アルミは切削加工に向いており、長時間連続で加工できるメリットも有します。しかし、その一方で、アルミ切削加工には、アルミの特性由来の以下のような問題も生じます。
アルミの切粉の長尺化による問題
アルミは長時間の連続切削が可能な素材ですが、長時間の切削加工中に発生する切粉が切れにくく長尺化することがあります。この切粉が運転中の切削機に巻き込まれて絡まると、切削機の故障や運転中断が起こることは大きな問題です。
アルミ合金の軟質特性による問題
アルミ切削加工に使用されるアルミニウム合金は基本的に軟質な材料であるため、切削加工のためのチャッキングで変形が生じてしまうこともあり、品質低下が問題となっています。軽量化を目的とした部材では、薄肉や長尺のものも多くさらに変形しやすいため注意が必要です。
なお、切削加工の際のチャッキングの固定治具は、硬質な鉄鋼製であり、軟質なアルミニウム合金の接触部分が傷付き、品質を損なうことも問題です。また、切削加工時の切粉が、製品に接触して表面に傷がつくことがあり、外観が特に重視される部品においては、アルミ切削加工後にショットブラスト処理など表面処理加工を実施する場合もあります。
加工変質層の生成による問題
アルミ合金は、軟質で塑性加工しやすいため、切削面の表層部分に内部と性質が異なる加工変質層が生成しやすい性質があります。この変質層では、硬度が増す、残留応力が発生するなどの特性の変化が生じている場合もあり、後工程の切削加工の条件の再検討が必要で、作業効率が落ちることが問題です。
切削油の多量使用による問題
アルミ切削加工の際には切削油を使用しますが、この切削油の量が少ないと、切削表面のむしり取りが発生し易くなるため、多量の切削油が必要です。多量の切削油を使用することから、飛散防止設備の初期コストや交換頻度の増加によるランニングコストの増加が問題となっています。
参考文献
https://www.metal-speed.com/onepoint/aluminum-feature/
http://aluminum-precision-machining.com/blog/1/%E3%83%96%E3%83%AD%E3%82%B0%E3%83%86%E3%82%B9%E3%83%886/
https://www.taiyoparts.co.jp/blog/2394/
https://www.metal-speed.com/onepoint/aluminum-feature/
https://www.jstage.jst.go.jp/article/jilm1951/45/7/45_7_415/_pdf

*一部商社などの取扱い企業なども含みます。
地域別にアルミ切削加工を提供する会社を探す
*アルミ切削加工を提供する会社を本社や支社、支店、営業所、事業所などがある地域別に探すことができます。
北海道・東北
関東
中部
近畿
2024年6月の注目ランキングベスト10
注目ランキング導出方法| 順位 | 会社名 | クリックシェア |
|---|---|---|
| 1 | 株式会社ピーエスピー |
19.1%
|
| 2 | 株式会社ゼン |
10.6%
|
| 3 | 株式会社中農製作所 |
10.6%
|
| 4 | 有限会社早川製作所 |
8.5%
|
| 5 | 株式会社松井鉄工所 |
8.5%
|
| 6 | 株式会社ナラハラオートテクニカル |
8.5%
|
| 7 | 有限会社丸通産業 |
4.3%
|
| 8 | 株式会社創伸 |
4.3%
|
| 9 | 株式会社プロトワーク |
4.3%
|
| 10 | 株式会社新栄製作所 |
4.3%
|
注目ランキング導出方法について
注目ランキングは、2024年6月のアルミ切削加工ページ内でのクリックシェアを基に算出しています。クリックシェアは、対象期間内の全企業の総クリック数を各企業のクリック数で割った値を指します。社員数の規模
設立年の新しい会社
歴史のある会社
Metoreeに登録されているアルミ切削加工が含まれるカタログ一覧です。無料で各社カタログを一括でダウンロードできるので、製品比較時に各社サイトで毎回情報を登録する手間を短縮することができます。
カタログを企業ごとに探す
カタログを種類ごとに探す

株式会社エージェンシーアシストの総合カタログです。加工部品調達サービス、マシナリーサービス、計測サービスの各サービス紹介パンフレットと企業情報パン...
2023年12月4日

異種金属結合と同時5軸加工の融合 LAS
2022年6月9日

『ドリル・リーマ・エンドミル・ドリルリーマ』マシニングセンタ・旋盤用の高精度な精密切削工具をはじめ、空圧工具エアグラインダーと超硬ロータリーバーや...
2023年2月7日

日本伸管株式会社の会社案内です。
2023年3月24日

ダコンアンシン全12機種の総合カタログです。
2024年5月17日

伊藤精密製作所の会社案内パンフレットです。
2024年5月17日
アルミ切削加工のカタログ9件分をまとめてダウンロードできます!お迷いの方は便利な無料の一括ダウンロード機能をご利用ください。


企業
株式会社エージェンシーアシスト 株式会社フジ 大見工業株式会社 株式会社松井製作所 日本伸管株式会社 株式会社伊藤精密製作所