制御・計測・センシング
駆動・機械要素・電子制御部品
産業別カテゴリ
電源・エネルギー・熱処理機器
安全・保護・環境対策
材料・素材・ケミカル
電気・電子部品
構造部品・締結要素
ソフトウェア・ネットワーク
サービス
その他
全てのカテゴリ
閲覧履歴
溶接加工の1006社一覧や企業ランキングを掲載中!溶接加工関連企業の2025年11月注目ランキングは1位:株式会社ツボタテクニカ、2位:株式会社栄光工業、3位:有限会社ニーズ工業です。
溶接加工 (英: welding process) とは、2つ以上の金属部材に圧力・熱あるいはその両方を加えて接合する加工方法です。
一般的に金属は、加圧・加熱等の外部エネルギ―を加えると溶け始めます。溶接加工は、この外部エネルギーにより金属同士を接合し、冷却固着させる加工法です。
関連キーワード
北海道・東北
関東
中部
関西
中国・四国
九州・沖縄
2025年11月の注目ランキングベスト10
| 順位 | 会社名 | クリックシェア |
|---|---|---|
| 1 | 株式会社ツボタテクニカ |
10.1%
|
| 2 | 株式会社栄光工業 |
8.1%
|
| 3 | 有限会社ニーズ工業 |
6.2%
|
| 4 | 株式会社西鉄工所 |
5.4%
|
| 5 | 株式会社鈴重 |
5.1%
|
| 6 | 株式会社都留 |
3.5%
|
| 7 | 株式会社デンケン |
2.6%
|
| 8 | 株式会社ツカタ |
1.9%
|
| 9 | アルミファクトリー株式会社 |
1.9%
|
| 10 | アサヒライズ株式会社 |
1.8%
|
有限会社ニーズ工業
2670人以上が見ています
最新の閲覧: 1日前
返信のとても早い企業
評判の良い企業
4.3 会社レビュー
100.0% 返答率
3.9時間 返答時間
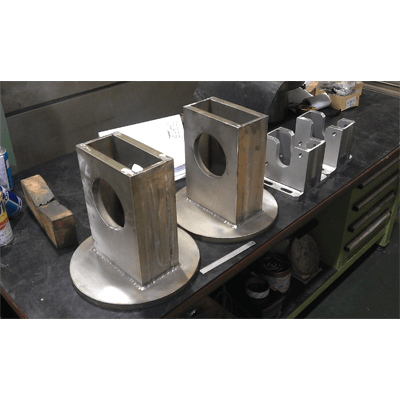
■製作実績 ・モーターブラケット ・噴水配管 ・モニュメント、オブジェ ・各種タンク ・店舗什器(家具や棚、カウンターなど) ・スタンド...

有限会社ニーズ工業
2490人以上が見ています
返信のとても早い企業
評判の良い企業
4.3 会社レビュー
100.0% 返答率
3.9時間 返答時間
■製作実績 ・モニュメント、オブジェ ・ドローン架台 ・航空機関係アルミブラケット ・軽量台車 ・看板下地 ・アルミハーケン ・バイク...
有限会社ニーズ工業
8250人以上が見ています
最新の閲覧: 1日前
返信のとても早い企業
評判の良い企業
4.3 会社レビュー
100.0% 返答率
3.9時間 返答時間
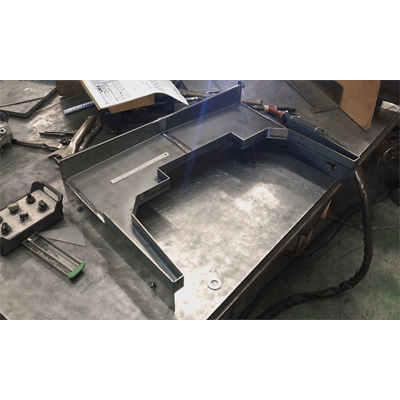
■製作実績 ・オイルパン ・噴水用貯水タンク ・水栓ブース ・フード ・店舗什器(家具や棚、カウンターなど) ・スタンドサイン(看板) ・...
有限会社ニーズ工業
5240人以上が見ています
最新の閲覧: 21時間前
返信のとても早い企業
評判の良い企業
4.3 会社レビュー
100.0% 返答率
3.9時間 返答時間
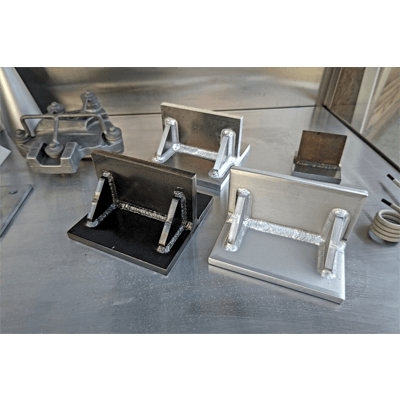
■保有設備 ・TIG溶接機 (交直) 、MAG/MIG溶接機 (交直) 、スポット溶接機 ■材質 ・ステンレス、鉄、アルミ、銅、真鍮、チタンやSUS420J...
有限会社ニーズ工業
5590人以上が見ています
最新の閲覧: 4時間前
返信のとても早い企業
評判の良い企業
4.3 会社レビュー
100.0% 返答率
3.9時間 返答時間
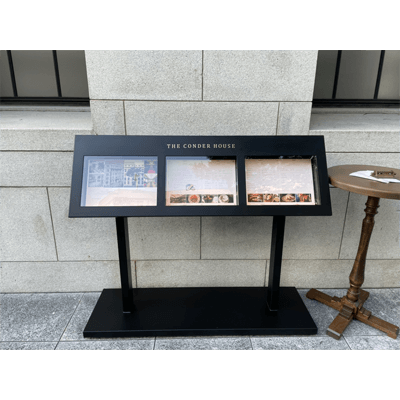
■製作実績 ・機械設備架台 (製缶品) ・噴水設備 (配管、タンク等) ・モニュメント、オブジェ ・手摺り、タラップ ・店舗什器 (家具や棚...
株式会社大北製作所
5050人以上が見ています
最新の閲覧: 1日前
返信のとても早い企業
100.0% 返答率
0.5時間 返答時間
当社では、太さ3mmのステンレス釘に熱電対を埋蔵させた熱電対埋蔵釘や板厚0.2tの溶接アルミケースなどの微細な溶接が可能です。 対応国...

溶接加工 (英: welding process) とは、2つ以上の金属部材に圧力・熱あるいはその両方を加えて接合する加工方法です。
一般的に金属は、加圧・加熱等の外部エネルギ―を加えると溶け始めます。溶接加工は、この外部エネルギーにより金属同士を接合し、冷却固着させる加工法です。
溶接加工は、同種の金属や異種の金属の接合に使われます。具体的な使用用途は、以下の通りです。
このように、あらゆる産業の分野で使用されています。そのほか、金属家具・OA機器・住宅設備・スポーツ設備・劇場の機器・公園遊具なども使用例の一つです。
溶接加工の方式は、大きく分けると、溶融状態で接合する「融接」、固相状態で接合する「圧接」、溶融-固相状態で溶接する「ろう接」の3種類があります。接合後の用途によって適した溶接方法を選定します。
溶融溶接は、接合する金属の一部を熱や光エネルギー等で溶融して冷却固着する方法です。溶融溶接には、アーク溶接・プラズマ溶接・レーザー溶接などがあります。特徴は、板厚が厚い場合やサイズが大きくても加工が可能なことです。 しかし、接合部にひずみが起きやすく、生産ばらつきの短所があります。
加圧溶接は、接合部を摩擦やガス燃焼熱等により加熱溶融後、接続部に機械的な力を加えて接合する方法です。加圧溶接には、ガス圧接・摩擦圧接・抵抗溶接・拡散接合・超音波圧接・爆発圧接などがあります。特徴は、金属の薄板溶接ができ、生産条件管理も容易ですが、接合部強度を求める部品には不向きです。
ろう接は、接合する金属より融点が低い「ろう」と呼ばれる溶加材 を加熱して接合面間に浸透させ、溶融接合する方法です。ろう付け材料は、融点450℃以上の硬ろうと融点450℃未満の軟ろうの2種類があります。
特に、軟ろうは、電子部品やコネクターの接合で多く使われ、はんだ付けと呼ばれます。特徴は、異種金属の接合が可能であり、接合金属を溶融させないので、傷をつけない長所があります。 但し、板厚が厚い金属の接合は強度が保てず不向きです。
多くの溶接法のうち、よく使用される代表的な溶接加工の種類は、アーク溶接・スポット溶接・レーザー溶接・ろう付けの4つです。
アーク溶接は、溶融溶接の中で最も多く使われる方法です。空気中の2点に電極を置き、その間に高電圧をかけていくとある電圧から空気の絶縁性を破り電流が流れます。その時、アークを描く鋭い光と高い熱が同時に発生します。この熱源を利用して溶接する方法です。アーク溶接はさらに、いくつかの種類に分類することができます。
被覆アーク溶接
被覆アーク溶接は、溶接する素材と同じ材質の溶接棒を電極としてアークを発生させて溶接します。溶接棒にフラックスを塗り固めたものを使用します。主に手作業で行う溶接であるため、作業者の技量による差が出易い短所があります。
半自動アーク溶接
溶接ワイヤーを自動で供給し、溶接は手作業で行うため、半自動溶接と呼ばれます。ある程度慣れれば、比較的容易に溶接できます。半自動溶接は、溶接部を空気中の酸素から保護するシールドガスと呼ばれる不活性ガスを使用します。シールドガスは風に流されるので、屋外での溶接には不向きです。
シールドガス不要のフラックスワイヤーがあり、これを使用すれば屋外で溶接できます。ワイヤーの中心部にフラックスを入れたものです。
ティグ (TIG) 溶接
TIG溶接は、Tungsten inert gasを使った溶接のことです。放電用電極に消耗しないタングステンを用い、シールドガスにアルゴンガスやヘリュウムガスなどを使用して溶接します。
火花の飛散がなく、アークが安定し、スパッタもほとんど出ない特徴があります。アーク熱により母材を溶かし、溶加材を使用して溶接します。TIG溶接のほか、シールドガスを使うアーク溶接には、MIG (Metal Inert Gas) 溶接・MAG (Metal Active Gas) 溶接などがあります。
MIG溶接は、放電電極に消耗電極を使用します。アルミニウムやステンレス鋼の溶接に使われます。MAG溶接は、シールドガスに活性ガス (炭酸ガス、またはアルゴンと炭酸ガスの混合ガス) を使用するアーク溶接の一種で、炭酸ガスアーク溶接とも呼ばれています。アルミニウムなどの非鉄金属には不向きです。
抵抗スポット溶接は、溶接部分を挟んで電流を流し、電気抵抗によるジュール熱で溶接する方法です。リチウムイオン電池の蓋部分の接合などに使用されています。
レーザー溶接は、高いエネルギー密度のレーザー光を熱源とした溶接方法です。他の溶接に比べて高速で、歪みの少ない溶接ができます。レーザー溶接に使うレーザーは、気体レーザーと固体レーザーがあります。気体レーザーは炭酸ガスなどの気体を使って光を取り出します。また、固体レーザーには、YAGレーザー・ファイバレーザー・半導体レーザーなどがあります。
ろう付けは、元の金属を傷めないため、電子部品や薄板の精密接合に向いています。そのため、異種金属同士の接合や多種多様な電子部品の同時接合も可能で、生産の自動化にも適しています。