制御・計測・センシング
駆動・機械要素・電子制御部品
産業別カテゴリ
電源・エネルギー・熱処理機器
安全・保護・環境対策
材料・素材・ケミカル
電気・電子部品
構造部品・締結要素
ソフトウェア・ネットワーク
サービス
その他
全てのカテゴリ
閲覧履歴
NC装置のメーカー5社一覧や企業ランキングを掲載中!NC装置関連企業の2025年5月注目ランキングは1位:株式会社セイロアジアネット、2位:オークマ株式会社、3位:三菱電機株式会社となっています。 NC装置の概要、用途、原理もチェック!
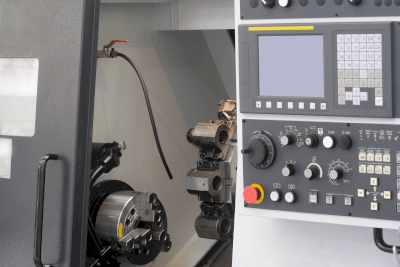
NC装置とは、数値制御が備わっている工作機械のことです。
NCとは 「Numerical Control」 の頭文字を取った略称で、工作物に対して工具を動かす経路や工作機械の動きを数値情報でコントロールしながら加工を行う装置を指します。この技術は1950年代にアメリカで開発され、その後日本に導入されました。
従来の作業員の勘や経験による手動操作を自動化するだけではなく、短時間で高精度な加工を実現します。
2025年5月の注目ランキングベスト5
| 順位 | 会社名 | クリックシェア |
|---|---|---|
| 1 | 株式会社セイロアジアネット |
42.9%
|
| 2 | オークマ株式会社 |
21.4%
|
| 3 | 三菱電機株式会社 |
15.7%
|
| 4 | ファナック株式会社 |
11.4%
|
| 5 | 株式会社十和田電機 |
8.6%
|
項目別
使用用途
#位置決め #加工制御 #自動搬送 #研削加工 #切削加工 #成形加工 #計測制御主軸回転数 rpm
0 - 100 100 - 1,000 1,000 - 2,000 2,000 - 6,0009 点の製品がみつかりました
9 点の製品

株式会社ナーゲル・アオバプレシジョン
500人以上が見ています
最新の閲覧: 3時間前
◎省エネルギー、◎省スペース、◎省音、◎省メンテナンス。CO2排出量を約40%削減。※油圧タイプの従来機EHシリーズ比 ■対象ワーク例 ・ピニ...

株式会社ナーゲル・アオバプレシジョン
430人以上が見ています
最新の閲覧: 14時間前
◎省エネルギー、◎省スペース、◎省音、◎省メンテナンス。CO2排出量を約40%削減 ※油圧タイプの従来機EHシリーズ比 ■対象ワーク例 ・エン...

株式会社ナーゲル・アオバプレシジョン
370人以上が見ています
最新の閲覧: 14時間前
◎省エネルギー、◎省スペース、◎省音、◎省メンテナンス。CO2排出量を約40%削減 ※油圧タイプの従来機EHシリーズ比 ■対象ワーク例 ・油圧...

松本機械工業株式会社
140人以上が見ています
最新の閲覧: 1日前
100.0% 返答率
47.0時間 返答時間
■まわす技 独自開発の高剛性精密軸受と高クランプ力のブレーキを採用したNC円テーブルです。 ■概要 クラス最高速回転。グラインディン...

エンシュウ株式会社
150人以上が見ています
最新の閲覧: 1日前
ホーニング機能付きマシニングセンタ (ホーニング加工径φ40~125) 。自動車エンジンの構成要素の一つであるシリンダーブロックの仕上げ...
株式会社ナーゲル・アオバプレシジョン
240人以上が見ています
最新の閲覧: 31分前
■特徴 φ80までの二輪車・汎用エンジン向けに特化し、コストメリットを実現。手動搬送・ガントリー搬送・ロボット搬送に柔軟に対応できる...
株式会社ナーゲル・アオバプレシジョン
230人以上が見ています
最新の閲覧: 1日前
■特徴 φ180までのライナー向けに特化し、高剛性・高効率加工を実現。主軸ストローク&回転同期制御を標準で装備し、ボア全域で完全なク...

安田工業株式会社
190人以上が見ています
最新の閲覧: 4時間前
4つの特徴 ■ユーザーフレンドリー 使いやすい親切設計 登録情報はPCで管理、対話式機械画面で誰にでも操作でき、現場の人手不足解消に...

安田工業株式会社
160人以上が見ています
最新の閲覧: 12時間前
中・大型歯車対応高精度歯車成形研削盤 内歯車研削にも対応 ■ソフトウェアオプション ・インボリュート平・はすば歯車 (外歯) の歯面3...
NC装置とは、数値制御が備わっている工作機械のことです。
NCとは 「Numerical Control」 の頭文字を取った略称で、工作物に対して工具を動かす経路や工作機械の動きを数値情報でコントロールしながら加工を行う装置を指します。この技術は1950年代にアメリカで開発され、その後日本に導入されました。
従来の作業員の勘や経験による手動操作を自動化するだけではなく、短時間で高精度な加工を実現します。
NC装置は、切削加工を必要とするほぼすべての精密部品製造に使われています。具体的には、シャッターや遮光板を始めとするエレクトロニクス関連の部品、アクセサリーパーツやキッチンツール等のインテリア関連の製品加工などです。
その他、カテーテル用パイプを始めとする医療機器関連や半導体関連の部品加工にも使用されます。
NC装置は、工具を動かす経路や作業順を「NCプログラム」と呼ばれる制御プログラムにより動きを指定します。つまり、多数の工具の使う順番や加工毎の必要な切削作業をこのプログラムによりコントロールしているということです。
NC装置の動作は、NCプログラムにより工具の経路、主軸の回転数、加工条件等を設定後、機械全体の動きを制御するサーボ機構にその命令が送られます。その後、サーボ機構が必要な工具を選びワーク固定のテーブルを動かしながら所定の形状を削りだしていきます。
NCプログラムは、機械を動かす作業員が入力する場合とパソコンのアプリケーション (CAM) で作成したものを使用する場合があります。具体的には、ドリルなどの工具刃先の動きを座標軸上で設定し、その情報を元にサーボ・モーターと呼ばれる装置が工具を動かして指定の形状に仕上げる手法です。
この方法は別名CNC (Computerized NC) とも呼ばれる手法で、現在主流となっています。以前NCはトランジスタや演算回路のハードウェアのみを使用して工作機械を制御する手法のことを指していました。しかし、近年では制御機構にコンピュータを使用する制御装置も含めてNC装置と呼ばれています。NC装置では座標系、使用するエンドミルの種類、加工段階と加工条件を事前に決定します。
NCで使用する座標系はX軸、Y軸、Z軸の3軸直交座標系です。NC座標は機械座標とワーク座標、相対座標の3つがあります。機械座標は設備が持つ固有の座標です。右奥を機械原点としたり、テーブル中心を機械原点とします。Z軸は主軸が一番上に上がった点が機械原点です。
ワーク座標は設定したワーク座標系を原点とする方式です。加工原点と呼ばれます。ワーク座標使用時は加工前に予めワーク座標系に機械座標系を入力する必要があります。設定したワーク座標系に入力されている機械座標がワーク座標の原点です。相対座標はオペレータが任意に変更できる座標で、確認時に使用します。
エンドミルとは工具外周と先端に切れ刃を持ったフライス工具です。エンドミルを使用することで溝加工や側面加工等様々な加工が可能です。NC加工計画時にはエンドミルの種類と大きさ、突き出し量の計画を行います。
加工段階は粗加工なのか、仕上げ加工なのかNC工作で加工をどのように進めるかの計画が必要です。加工条件では回転速度と送り速度を決定します。回転速度はエンドミルの回転速度で、主軸が1分間に回転する回数です。
送り速度はエンドミルが1分間に動く速度です。これらの値を切削速度やエンドミル直径、ワークの材質や切削方法を基にしながら計算します。計算はこれまでの経験値や実績を使用して行います。
