制御・計測・センシング
駆動・機械要素・電子制御部品
産業別カテゴリ
電源・エネルギー・熱処理機器
安全・保護・環境対策
材料・素材・ケミカル
電気・電子部品
構造部品・締結要素
ソフトウェア・ネットワーク
サービス
その他
全てのカテゴリ
閲覧履歴
ボールエンドミルのメーカー26社一覧や企業ランキングを掲載中!ボールエンドミル関連企業の2025年4月注目ランキングは1位:ダイジェット工業株式会社、2位:株式会社東洋ドリル、3位:株式会社サイトウ製作所となっています。 ボールエンドミルの概要、用途、原理もチェック!
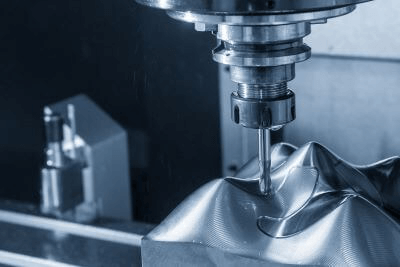
ボールエンドミルとは、工作機械で使用される切削工具であるエンドミルのうち、先端の形状が球状のエンドミルのことです。
通常のエンドミルは形状が平坦であるため、切削面の断面形状が直角になるのに対して、ボールエンドミルで切削加工した場合には断面形状を曲面にできます。
ボールエンドミルを使用することで、切削工具を傾ける機構を有する5軸の加工機械などを使用せず、ボールエンドミルの球半径以上の曲率半径であれば曲面を自在に成形することが可能となります。



2025年4月の注目ランキングベスト10
| 順位 | 会社名 | クリックシェア |
|---|---|---|
| 1 | ダイジェット工業株式会社 |
23.1%
|
| 2 | 株式会社東洋ドリル |
11.5%
|
| 3 | 株式会社サイトウ製作所 |
7.7%
|
| 4 | 株式会社ニチアロイ |
7.7%
|
| 5 | 協和精工株式会社 |
7.7%
|
| 6 | 株式会社ヤマト |
3.8%
|
| 7 | 有限会社三井刻印 |
3.8%
|
| 8 | 株式会社ケーエス工販 |
3.8%
|
| 9 | 信和精工株式会社 |
3.8%
|
| 10 | 大洋ツール株式会社 |
3.8%
|
項目別
ボール半径 mm
0 - 1 1 - 3 3 - 5 5 - 7 7 - 10 10 - 13 13 - 16 16 - 21刃径 mm
0 - 1 1 - 5 5 - 10 10 - 20 20 - 30 30 - 40 40 - 60シャンク径 mm
5 - 10 10 - 20 20 - 30 30 - 50全長 mm
50 - 100 100 - 150 150 - 200 200 - 250 250 - 300 300 - 350 350 - 400刃長 mm
0 - 5 5 - 10 10 - 20 20 - 30 30 - 50 50 - 100 100 - 150刃数 枚
2 3 4 530 点の製品がみつかりました
30 点の製品

フクダ精工株式会社
2300人以上が見ています
最新の閲覧: 10分前
全般の倣い加工やコーナーRの仕上加工に最も広く使用されている。汎用タイプのボールエンドミルです。
4種類の品番




株式会社ライノス
1430人以上が見ています
最新の閲覧: 37秒前
返信のとても早い企業
100.0% 返答率
0.7時間 返答時間
■特徴 ・No.T67のロングタイプです。 ・金型などの粗削りで使用します。
4種類の品番

株式会社ライノス
1730人以上が見ています
最新の閲覧: 44分前
返信のとても早い企業
100.0% 返答率
0.7時間 返答時間
No.67のロングタイプです。 ※他にも品番があります。
5種類の品番


株式会社アサヒ工具製作所
1020人以上が見ています
最新の閲覧: 20分前
100.0% 返答率
72.6時間 返答時間
■特長 ・2枚刃ボールエンドミルのロングシャンクタイプ ・コーナー部分のR加工に最適 ■被削材別選定表 G2 ・炭素鋼S50C:△ ・合金鋼SCM...
8種類の品番

株式会社アサヒ工具製作所
1350人以上が見ています
最新の閲覧: 2分前
100.0% 返答率
72.6時間 返答時間
■特長 ・2枚刃ボールエンドミルのロングシャンクタイプ ・コーナー部分のR加工に最適 ■被削材別選定表 ・炭素鋼S50C:△ ・合金鋼SCM:△...
4種類の品番

株式会社アサヒ工具製作所
1060人以上が見ています
最新の閲覧: 38分前
100.0% 返答率
72.6時間 返答時間
■特長 ・ツインヘッドチップ※少ないチップ材料で、1コーナー当たりのコストダウン実現 ・超多層コーティング“AXコート”により、長寿命・...
3種類の品番
ボールエンドミルとは、工作機械で使用される切削工具であるエンドミルのうち、先端の形状が球状のエンドミルのことです。
通常のエンドミルは形状が平坦であるため、切削面の断面形状が直角になるのに対して、ボールエンドミルで切削加工した場合には断面形状を曲面にできます。
ボールエンドミルを使用することで、切削工具を傾ける機構を有する5軸の加工機械などを使用せず、ボールエンドミルの球半径以上の曲率半径であれば曲面を自在に成形することが可能となります。
ボールエンドミルは曲面形状を成形する切削加工に適しているため、底面の角部に部品やゴミが貯まらないようにするためにフィレット部を設ける場合や、液体の流路としてのかまぼこ状の溝を切削したい場合などに使用されます。
また、CADソフトで設計した形状に基づきNCフライス盤などで数値制御を行いながら切削加工をすることで、ボールエンドミルの球半径以上の曲率半径であれば、一般的なスクエアエンドミルでは難しい滑らかな曲面を成形することができます。
ボールエンドミルは、NC工作機械と併用することで曲面形状を容易に切削することが可能です。しかし、スクエアエンドミルと比較して欠点もいくつか存在します。
ボールエンドミルは刃先の断面積が小さいため剛性が低く、刃こぼれが生じやすいのが特徴です。ボールエンドミルの刃の断面は曲面で、工具径は被切削部材との接触位置により大きく変わります。送り速度や回転数を一定に設定していても、被切削部材表面の水平度や表面粗さによって、過度な負荷がエンドミル先端に加えられることで刃こぼれします。
その他、底面の角部の直角加工ができない、切削くずの排出性が悪いといった欠点もあり、汎用的なエンドミルとしてはスクエアエンドミルに軍配が上がります。また、被切削部材との接触位置により加工面の品質も大きく異なるため、滑らかな曲面を成形したい場合には高精度の位置決め精度をもった加工機械の使用や加工後の表面処理が必要です。
刃先が丸いボールのような形状になっていることから、平面や側面だけでなく、球面といったあらゆる形状を削ったり、エンドミルの半径分を使ったコーナーR付け加工に使います。球面になっている特性上、刃の先端から外側にかけて徐々に工具径が大きくなり、回転速度も変わってきます。
先端の工具径は0なので、どれだけ高速回転させても回転速度は0のままです。そのため、回転が0になる先端部分だけでの加工は面が汚い、刃こぼれするなど、カッターにもワークにもあまり良い結果は出ません。ボールエンドミルを用いて良好な加工結果を出すには、できるだけ刃面の外側をなるべく使うようにし、回転数の速い場所でワークに接触させることが大切です。
テーブルや主軸の角度を自在に変更できる5軸加工機では、エンドミルもしくはテーブルを任意の角度に傾けて良好な精度を得られるように削っていくことができます。ボールエンドミルで平らな面を加工することは不可能ではありません。フライスカッターに比べて時間は掛かりますが、ボールの直径から半分だけ(20mmなら10mm) ずらし、平面を塗りつぶすように加工することで、平面の加工が可能になります。
この場合、表面は凸凹が目立って綺麗ではありません。あくまでも荒削り用途に限定されますが、ボールエンドミル1つで複雑な面形状から平面加工に側面加工まで万能に対応できます。
エンドミルの直径が20mmよりも大きい大径のボールエンドミルでは、ソリッドタイプの他、2枚の刃 (チップ) が取り外し可能な交換式になっている種類があります。チップ交換式だと、ソリッドのように再研磨して再び使用することができません。
しかし、切れ味が悪くなれば交換するだけで済むため、簡単で刃物交換の時間も短縮できます。チップの種類によって荒削り用と仕上げ用があり、荒削り用の場合は1枚のチップが上下で対称な形をしています。
使い終わったらチップをひっくり返して装着すれば、1枚のチップで2回分の加工が可能な場合が多いです。仕上げ用のボールは、半月のような形状の1枚チップとなっていて、荒用のように刃を組み替えて再加工することはできません。
ボールエンドミルを併用する機械には、主に3軸CNCルータ、4軸CNCルータ、5軸CNCルータがあります。それぞれのCNCルータでは、CAD/CAMソフトウェアで作成した3Dデータを読み込んで、ボールエンドミルを使って加工を行います。
加工精度は、ボールエンドミルの刃先の半径や回転数、進行速度などによって調整が可能です。また、最近では高速加工に特化した高速切削機能を搭載した機械も登場しています。
3軸CNCルータ
3軸CNCルータは、X軸、Y軸、Z軸の3軸によって制御され、平面加工や浅い溝加工に適しています。
4軸CNCルータ
4軸CNCルータは、X軸、Y軸、Z軸に加えて回転軸を持ち、回転しながら加工できるため、立体加工や彫刻加工に適しています。
5軸CNCルータ
5軸CNCルータは、4軸CNCルータに加えて傾斜軸を持ち、より複雑な形状の加工が可能です。
参考文献
https://www.monotaro.com/s/pages/cocomite/012/
https://www.osg.co.jp/products/endmill/
https://www.dijet.co.jp/product/new_product/2018.html
