制御・計測・センシング
駆動・機械要素・電子制御部品
産業別カテゴリ
電源・エネルギー・熱処理機器
安全・保護・環境対策
材料・素材・ケミカル
電気・電子部品
構造部品・締結要素
ソフトウェア・ネットワーク
サービス
その他
全てのカテゴリ
閲覧履歴
旋削加工の46社一覧や企業ランキングを掲載中!旋削加工関連企業の2025年11月注目ランキングは1位:三鎮工業株式会社、2位:有限会社本間製作所です。
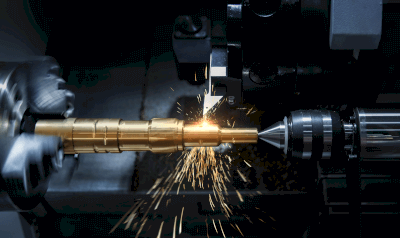
旋削加工とは、切削加工の1種で、旋盤という加工機械で工作物を回転させながら「バイト」と呼ばれる工具を当てて表面を削る除去加工です。
旋盤を使用するため旋盤加工と呼ばれる場合が多くあります。工作物は基本的に回転対称形状に限定され、使用目的に応じてバイトを選びます。
関連キーワード
北海道・東北
関東
中部
関西
中国・四国
九州・沖縄
旋削加工とは、切削加工の1種で、旋盤という加工機械で工作物を回転させながら「バイト」と呼ばれる工具を当てて表面を削る除去加工です。
旋盤を使用するため旋盤加工と呼ばれる場合が多くあります。工作物は基本的に回転対称形状に限定され、使用目的に応じてバイトを選びます。
旋削加工は、円筒形状の製品を加工する場合に使用されます。例えば、ねじ、ボルト、シャフト、ニップルなどの加工です。また、バイトの種類を変えて複雑な形状を加工できるだけでなく、回転数を変えて加工精度が厳しい切断面の仕様にも対応できます。スマートフォンや自動車部品などの精密さが問われる機器部品の加工に最適です。
金型が不要で準備に手間がかからないため、単品の加工や短納期の加工にも用いられます。製品の開発の場で試作をつくる際にも適しています。
旋削加工では、円筒形の工作物を旋盤に取り付け、高速回転させながらバイトを押し付け、外周や側面など削ります。仕様にあった形状や長さにするには、適切なバイトを選択することが重要です。
旋削加工の品質を保ちながら効率的に作業を行うには、「旋盤の速度」「主軸の回転数」「バイトの切り込み量」の3つのバランスを吟味する必要があります。旋盤の速度が上がれば加工時間が短くなりますが、精度が落ち、工具寿命が短くなってしまうためです。
また、切り込み量が多いと刃先が工作物に深く入り込み、摩擦抵抗が大きくなって切削熱も高くなります。刃先の欠損を引き起こしやすくなるので、適切な切り込み量を設定することが大切です。
外周加工は、工作物の外周を削る加工方法です。「外丸削り」「段削り」「テーパ削り」「曲面削り」「溝加工」「突切り」「ローレット加工」が含まれます。
端面加工は、工作物の端面を削る加工方法です。「端面削り」「正面削り」「面取り」が含まれます。
穴あけ加工は、工作物に穴を開ける加工方法です。端面にドリルを押し当て穴をあける「穴あけ」と、既にある穴の内側の径を拡大する「中ぐり」が含まれます。
ネジ加工は、工作物の外周や穴の内側にネジ山を作る加工方法で、ネジ切り加工とも呼ばれます。外周のネジ山を作る「雄 (お) ネジ切り」、穴の内側のネジ山を作る「雌 (め) ネジ切り」が含まれます。
総形加工は、仕様条件を満たす形状になるように成型された総形バイトを使います。複雑な形状でも効率的に削ることができる加工方法です。
旋削加工では主に、片刃バイト、剣バイト、突切りバイト、中ぐりバイト、ネジ切りバイト、ローレット工具、ロータリーバイトが使われています。
バイトを構造上で分類すると、スローアウェイバイト、ロウ付けバイト、ソリッドバイトに分けられます。
スローアウェイバイト
スローアウェイバイトは、切れ味が悪くなった時に刃先 (チップ) を交換できる構造のバイトです。刃先を研磨する手間がかかりません。
ろう付けバイト
ろう付けバイトは、刃先がろう付けされている構造のバイトです。大量の旋削でも刃欠けしにくく、粗加工に向いています。しかし、刃先を研磨する手間がかかります。
ソリッドバイト
ソリッドバイトは、シャンク (柄の部分) とチップ (刃の部分) が一体型構造のバイトです。ムクバイトや完成バイトとも呼ばれます。切れ味が悪くなっても刃先だけ交換はできないので、再研磨して使用します。
旋削加工で削り出された切粉には次のような形状があり、旋削加工の良否判断の参考にされています。