制御・計測・センシング
駆動・機械要素・電子制御部品
産業別カテゴリ
電源・エネルギー・熱処理機器
安全・保護・環境対策
材料・素材・ケミカル
電気・電子部品
構造部品・締結要素
ソフトウェア・ネットワーク
サービス
その他
全てのカテゴリ
閲覧履歴
スポット溶接のメーカー126社一覧や企業ランキングを掲載中!スポット溶接関連企業の2025年8月注目ランキングは1位:加藤鉄工株式会社、2位:株式会社ダイヘン、3位:古河電工パワーシステムズ株式会社となっています。 スポット溶接の概要、用途、原理もチェック!
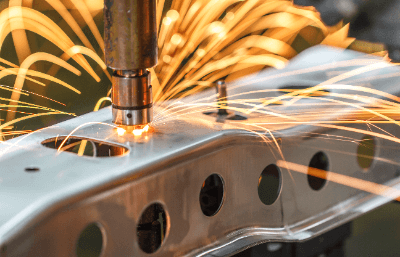
スポット溶接 (英語:spot welding) は、アーク溶接やガス溶接と並ぶ溶接方法の一種です。
2枚の被溶接材を電極で圧力をかけて挟み込み、大電流を流します。そして、電気抵抗熱によりスポット的に溶解凝固させることで、金属同士を接合します。
溶接の手法は基本的に、圧接・ろう接・融接の3種類です。スポット溶接はこれらのうち、圧接に分類されます。アーク溶接のようにビード (溶接面) を広く形成する溶接法とは異なり、小さな一点のみを接合するため、仕上がりが綺麗になります。電気抵抗によって母材を加熱するという性質を持つため、抵抗スポット溶接とも呼ばれます。
関連キーワード
2025年8月の注目ランキングベスト10
| 順位 | 会社名 | クリックシェア |
|---|---|---|
| 1 | 加藤鉄工株式会社 |
8.9%
|
| 2 | 株式会社ダイヘン |
7.1%
|
| 3 | 古河電工パワーシステムズ株式会社 |
5.4%
|
| 4 | OKIシンフォテック株式会社 |
4.8%
|
| 5 | 株式会社ヤシマ |
4.8%
|
| 6 | 株式会社シグマ工業 |
4.2%
|
| 7 | アスカ株式会社 |
4.2%
|
| 8 | 山陽電機株式会社 |
3.6%
|
| 9 | 東和電機工業株式会社 |
3.6%
|
| 10 | 有限会社樋口製作所 |
2.4%
|
5 点の製品がみつかりました
5 点の製品

大同興業株式会社
350人以上が見ています
最新の閲覧: 2時間前
返信の早い企業
100.0% 返答率
10.5時間 返答時間
■特長 ・2.5KVA 最大2.5ミリ+2.5ミリ溶接可能 ・手動による加圧のため、付帯設備の準備の必要が有りません。 ■用途 自動車板金・ダクト...

大同興業株式会社
270人以上が見ています
最新の閲覧: 4時間前
返信の早い企業
100.0% 返答率
10.5時間 返答時間
■特長 ・2.5KVA,2.5ミリ+2.5ミリ溶接可能 ・エア加圧による省力化可能
大同興業株式会社
160人以上が見ています
最新の閲覧: 23時間前
返信の早い企業
100.0% 返答率
10.5時間 返答時間
■特長 ・2.5KVA,2.5ミリ+2.5ミリ溶接可能 ・水冷により連続溶接可能

大同興業株式会社
270人以上が見ています
最新の閲覧: 9時間前
返信の早い企業
100.0% 返答率
10.5時間 返答時間
■特長 ・16KVA,3.0ミリ+3.0ミリ溶接可能 ・ポータブルスポットの定番機種
大同興業株式会社
190人以上が見ています
返信の早い企業
100.0% 返答率
10.5時間 返答時間
■特長 ・23KVA,4.0ミリ+4.0ミリ溶接可能 ・Cガンにより操作性良好
スポット溶接 (英語:spot welding) は、アーク溶接やガス溶接と並ぶ溶接方法の一種です。
2枚の被溶接材を電極で圧力をかけて挟み込み、大電流を流します。そして、電気抵抗熱によりスポット的に溶解凝固させることで、金属同士を接合します。
溶接の手法は基本的に、圧接・ろう接・融接の3種類です。スポット溶接はこれらのうち、圧接に分類されます。アーク溶接のようにビード (溶接面) を広く形成する溶接法とは異なり、小さな一点のみを接合するため、仕上がりが綺麗になります。電気抵抗によって母材を加熱するという性質を持つため、抵抗スポット溶接とも呼ばれます。
スポット溶接は外観が綺麗に保てるため、自動車や鉄道車両・家電製品の部品を接合する際に用いられます。
スポット溶接のメリットとして、他の溶接法とは異なり母材を直接挟み込んで溶接するため、シールドガスやフラックスなどの溶加材が必要ない点が挙げられます。
また、アーク溶接やガス溶接は作業者の技術によって仕上がりが大きく左右されますが、スポット溶接は初心者でも容易に溶接できることもメリットの一つです。スポット溶接はロボットアームなどと組み合わせることで、作業の自動化も実現できます。
スポット溶接には、抵抗スポット溶接・レーザースポット溶接・シーム溶接の3種類があります。
抵抗スポット溶接は、溶接する2片の金属の上下から電極棒を当て、圧力を加えながら、大電流を流して発生した熱で母材の金属が溶解凝固を起して接合する方法です。単にスポット溶接と言う場合は、抵抗スポット溶接を意味します。
電極棒は冷却のため、水冷にする場合が多いです。比較的薄い材料の接合に使われ、自動車のボディ生産に多用されます。溶接品質は、溶接電流をはじめ、通電時間・押下圧力・材質などの条件で決まります。スポット溶接の接合部分であるナゲットの品質を良くするには、これらの条件をコントロールする必要があります。
抵抗スポット溶接は、溶接部付近の温度がアーク溶接に比べ低いため、熱の影響が狭い範囲に限られます。そのため、溶接後の変形や残留応力が少ないのが特徴です。一方で、大電流の電気抵抗の熱で加熱するため、溶接機の容量がアーク溶接に比べ大きくなり、設備費用が高くなるデメリットがあります。
レーザースポット溶接は、母材にレーザーを照射して加熱する方法です。加熱は片側のみで、主に小さく薄いものや精度を要するものの溶接に使用します。抵抗スポット溶接と比較して、高出力の割に加熱時間が非常に短いのが特徴です。このため、溶接ひずみが少ないメリットがあります。
抵抗スポット溶接を連続的に重ねる方法です。スポット溶接の一種と言えます。電極をローラ形状とし、2枚の母材を挟み込んで、電極を加圧しながら回転させ、断続的に電流を流して加熱します。水密や気密を必要とする場合に使用します。
1台の自動車に対して行う溶接の数は、およそ6,000箇所に及びます。溶接が行われる場所は、ボディ・フレーム・サスペンションメンバ・ロアアームなどです。
自動車に行われる溶接の種類は、抵抗溶接・アーク溶接・レーザー溶接など多くの方式があります。そして、昨今では生産性や製造コストの面からレーザー溶接が主流になりつつあります。
これらの中でスポット溶接は、ボディやプレスされたドアなどの板材を溶接する際に使用されます。ここで用いられるスポット溶接は、抵抗スポット溶接・レーザースポット溶接などです。
スポット溶接は、金属が持つ電気抵抗の特性を利用して溶接を行います。そして、スポット溶接のような抵抗溶接では不良の原因がいくつかあります。
参考文献
https://www.yashima-corp.jp/column/column5/
https://www.hi-mecha.co.jp/technology/metal_welding/basic/
https://newswitch.jp/p/19520
https://www.tiw.co.jp/production/product?category=chassis
https://www.jisc.go.jp/app/jis/general/GnrJISSearch.html
https://engineer-education.com/production-engineering-28_resistance-welding/
https://04510.jp/times/articles/-/2853?page=1
https://www.honda.co.jp/kengaku/auto/weld/
http://www-it.jwes.or.jp/we-com/bn/vol_15/sec_2/2-1.jsp
https://www.weld.nipponsteel.com/techinfo/weldqa/detail.php?id=27UUGQP
https://www.rougi.or.jp/course/tokyo/gasyousetu
http://www.jwsc.or.jp/education_welding_05/
