制御・計測・センシング
駆動・機械要素・電子制御部品
産業別カテゴリ
電源・エネルギー・熱処理機器
安全・保護・環境対策
材料・素材・ケミカル
電気・電子部品
構造部品・締結要素
ソフトウェア・ネットワーク
サービス
その他
全てのカテゴリ
閲覧履歴
ねじ切りバイトのメーカー12社一覧や企業ランキングを掲載中!ねじ切りバイト関連企業の2025年6月注目ランキングは1位:ノガ・ウォーターズ株式会社、2位:株式会社東洋アソシエイツ、3位:イスカルジャパン株式会社となっています。 ねじ切りバイトの概要、用途、原理もチェック!
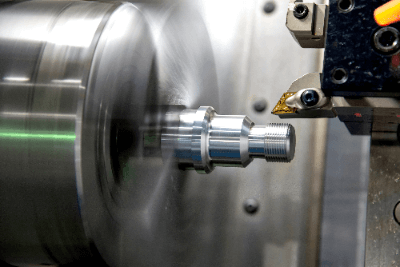
ねじ切りバイトとは、旋盤を用いてねじを形成するために使用する切削工具です。
ねじには軸の外径に形成するおねじ、穴の内径に形成するめねじがありますが、それぞれ専用のねじ切りバイトがあります。一般にねじを形成する加工は、タップやダイスなどの工具を使う方法です。
大量のねじ部品を製造する際には、転造機という専用の工作機械が使われます。ねじ切りバイトは汎用の工作機械である旋盤に取り付けて、材料を削り取ってねじ形状を作る際に使われる工具です。

2025年6月の注目ランキングベスト8
| 順位 | 会社名 | クリックシェア |
|---|---|---|
| 1 | ノガ・ウォーターズ株式会社 |
20.0%
|
| 2 | 株式会社東洋アソシエイツ |
15.0%
|
| 3 | イスカルジャパン株式会社 |
15.0%
|
| 4 | 三菱マテリアル株式会社 |
10.0%
|
| 5 | 株式会社ソリッドツール |
10.0%
|
| 6 | 住友電工ハードメタル株式会社 |
10.0%
|
| 7 | サンドビック株式会社コロマントカンパニー |
10.0%
|
| 8 | 株式会社ジーネット |
10.0%
|
10 点の製品がみつかりました
10 点の製品

株式会社タンガロイ
210人以上が見ています
最新の閲覧: 10時間前
返信の比較的早い企業
100.0% 返答率
24.2時間 返答時間
■次世代鋼旋削加工用CVD材種 優れた耐摩耗性と優れた耐欠損性により、加工能率がさらに向上 ■T9205 ・P01–P10/K10–K20 ・耐摩耗性に優...

株式会社タンガロイ
180人以上が見ています
最新の閲覧: 18時間前
返信の比較的早い企業
100.0% 返答率
24.2時間 返答時間
■T5105 ・K05–K15 ・高速連続切削において、優れた耐摩耗性と耐堕性変形性を発揮 ■T5115 ・K10–K20 ・連続切削から連断続・断続切削ま...

株式会社タンガロイ
180人以上が見ています
最新の閲覧: 5時間前
返信の比較的早い企業
100.0% 返答率
24.2時間 返答時間
■Y軸加工のメリット ・剛性の高い軸方向に切削力を受けるため、耐びびり性に優れる ・切りくずを下方に落下させ、ワークや工具への切り...

株式会社タンガロイ
130人以上が見ています
最新の閲覧: 18時間前
返信の比較的早い企業
100.0% 返答率
24.2時間 返答時間
■使用工具本数の削減 ・鍛造穴、鋳抜穴、センタ穴のない平面への、穴あけ加工が可能 ・ワーク中心への穴あけ加工後は、同一工具を使って...

株式会社タンガロイ
160人以上が見ています
返信の比較的早い企業
100.0% 返答率
24.2時間 返答時間
■シンプルかつ強固なダブルクランプシステム ・1本のねじで高いクランプ強度を実現 ・ねじ1本の締付け (ワンアクション) で、引き込み・...

株式会社タンガロイ
200人以上が見ています
最新の閲覧: 12時間前
返信の比較的早い企業
100.0% 返答率
24.2時間 返答時間
■特徴 ・ダブルクランプ式内部給油ホルダ ・レバーロック式 (ノズルタイプ) 内部給油ホルダ

株式会社タンガロイ
150人以上が見ています
最新の閲覧: 23時間前
返信の比較的早い企業
100.0% 返答率
24.2時間 返答時間
■ヘッドサイズの統一化 シャンクを機上に設置したまま、 ヘッド交換のみで段取替えが 可能です。 ■優れた繰り返し位置精度* ModuMini-T...

株式会社タンガロイ
180人以上が見ています
最新の閲覧: 23時間前
返信の比較的早い企業
100.0% 返答率
24.2時間 返答時間
■カム式旋盤から自動盤で使用可能なシャンクサイズをラインナップ ・スクリューを最適化した高剛性クランプにより加工中のインサートの...

株式会社タンガロイ
190人以上が見ています
最新の閲覧: 3時間前
返信の比較的早い企業
100.0% 返答率
24.2時間 返答時間
特徴 ■小型の自動盤に特化した、独自の高剛性クランプ溝入れ・ねじ切り工具 ・インサートを確実に保持するV 形状ポケットが高精度加工を...

株式会社タンガロイ
130人以上が見ています
最新の閲覧: 17時間前
返信の比較的早い企業
100.0% 返答率
24.2時間 返答時間
■高圧クーラント仕様外径ねじ切りバイトの特長 ・2方向からのクーラント供給で高能率を実現 ・ホース接続が不要なダイレクト給油にも対...
ねじ切りバイトとは、旋盤を用いてねじを形成するために使用する切削工具です。
ねじには軸の外径に形成するおねじ、穴の内径に形成するめねじがありますが、それぞれ専用のねじ切りバイトがあります。一般にねじを形成する加工は、タップやダイスなどの工具を使う方法です。
大量のねじ部品を製造する際には、転造機という専用の工作機械が使われます。ねじ切りバイトは汎用の工作機械である旋盤に取り付けて、材料を削り取ってねじ形状を作る際に使われる工具です。
ねじ切りバイトは、ねじ形状を旋盤による切削加工 (旋削加工) によって作る際に使われます。他のねじを形成する方法と比較すると、ねじ切りバイトを用いた旋削加工は難易度が高いです。
さらに、加工に要する時間も多くかかり、ねじ切りバイトによって作られたねじは、転造によって作られたねじと比べると、強度が劣るといったデメリットがあります。なぜなら、転造であれば塑性変形による材料の加工硬化と、連続したファイバーフロー (鍛流線) が得られるからです。
したがって、ねじ切りバイトによるねじ切り加工は限定的に用いられることが多いです。試作などを含めた、比較的少量生産時や、他の工法ではタップやダイスなどに多額の費用がかかる、比較的大きなサイズや特殊なサイズのねじを作りたい時など、切削加工が向いている場合に用いられます。
ねじ切りバイトは旋盤によって、加工対象物を一定回転で回し、ねじ切りバイトを接触させると同時に、工作物に送り動作を与えることによって螺旋状のねじ形状を作り出します。ねじ切りバイトは通常、切削したい対象物と垂直に設置します。
その上で加工したいねじの溝幅 (ねじピッチ) にあわせて、切り込み量とパスの回数を設定します。一度に大きな切り込み量を設定すると、綺麗なねじ形状を作ることができません。
そこで、一回の切り込み量を小さく設定して、少しずつ加工していき、最後に調整をかけます。おねじを作る場合でも、めねじを作る場合でも、工作物に回転と送り動作を与え、ねじ切りバイトを当ててねじ形状を作る方法は同じです。
おねじを加工する際は、加工したい対象物の外側に切削加工を行うため、加工しているようすを自分で見て確認しながら作業することができます。しかし、めねじを加工する場合は、対象物の内側に切削加工するため、直接作業の様子を目視することができません。手元のレバーを見ながら作業するなど、おねじの加工よりもスキルが必要です。
ねじ切りバイトによる加工において、特に気をつけなければならないのが、加工する際に左右のすくい角が異なるという点です。なぜなら、ねじには必ずピッチと呼ばれるねじ山同士の定期的な間隔があり、この間隔を生み出すためにリード角という斜面になる傾きが必要だからです。
リード角はねじの軸に対する傾きですが、ねじ切りバイトは通常ねじの軸に対して垂直に当てます。ねじの軸に対する傾きであるリード角の存在と、ねじ切りバイトはねじの軸に対して垂直に当てることによって、ねじ切りバイトの左右の刃面を比較すると、すくい角は同じにはなりません。すくい角とは、切削面に対する垂線と、切削工具の刃面が成す角度で、切れ味に影響します。
ねじ切りバイトは切削工具なので、長く使うと刃先が劣化してきます。そこで、切れ味を回復させるために、研磨を行わなければなりません。ねじ切りバイトを研磨する際は、刃先の左右ですくい角が違った切削加工が行われていることを理解し、左右で違った研磨が必要です。
参考文献
https://www.sumitool.com/downloads/cutting-tools/general-catalog/assets/pdf/f3.pdf
https://www.monotaro.com/s/pages/readingseries/nejikisokouza_0504/
http://carbide.mmc.co.jp/
