制御・計測・センシング
駆動・機械要素・電子制御部品
産業別カテゴリ
電源・エネルギー・熱処理機器
安全・保護・環境対策
材料・素材・ケミカル
電気・電子部品
構造部品・締結要素
ソフトウェア・ネットワーク
サービス
その他
全てのカテゴリ
閲覧履歴
プレス加工金型の504社一覧や企業ランキングを掲載中!プレス加工金型関連企業の2025年12月注目ランキングは1位:光工業株式会社、2位:株式会社ユーエムテック、3位:株式会社ミツワ精機製作所です。
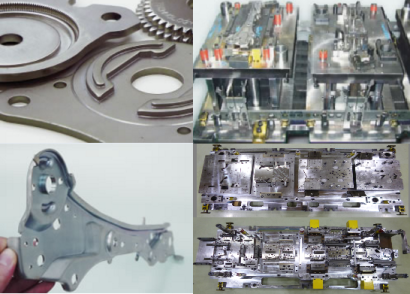
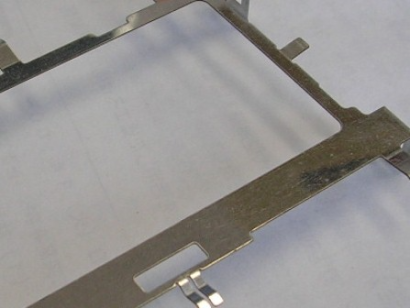
プレス加工金型とは、プレス加工の際に製品を成形するために使用される器具です。
かみ合うように作られた上型と下型の上下一対となっており上下の金型が合わさったときに欲しい形状が整形できる構造になっています。プレス機にセットすることで使用され、プレス機の圧力を使って被加工金属に対して金型を押し当てることで、被加工金属に塑性変形を起こさせ成型します。
プレス加工金型には、金属の平板を上下一対の金型で挟み込んで成形するダイ (die) と呼ばれるものと溶かした材料を流し込んで使う鋳造用やプラスチック用のモールド (mold) と呼ばれるものなどがあります。
セットして使われるプレス機によっては、手動でプレスを行うものや複数の金型を取り付けることでより複雑な形状の成形を自動で行うことができるものなどがあります。
プレス加工金型で行うことができる曲げ加工やせん断加工、絞り加工などは、いずれも金属製品の加工に欠かせない重要な加工方法です。それぞれの加工方法に対応したプレス加工金型が存在しており「曲げ型」や「抜き型」「絞り型」などの名前で呼ばれています。
関連キーワード
北海道・東北
関東
中部
関西
中国・四国
九州・沖縄
2025年12月の注目ランキングベスト10
| 順位 | 会社名 | クリックシェア |
|---|---|---|
| 1 | 光工業株式会社 |
11.8%
|
| 2 | 株式会社ユーエムテック |
9.6%
|
| 3 | 株式会社ミツワ精機製作所 |
4.6%
|
| 4 | 有限会社角田金型製作所 |
3.9%
|
| 5 | 株式会社三昌製作所 |
3.9%
|
| 6 | 株式会社泰生工業 |
2.7%
|
| 7 | パンチ工業株式会社 |
2.6%
|
| 8 | タケダ機械株式会社 |
2.0%
|
| 9 | 黒田精工株式会社 |
1.6%
|
| 10 | 株式会社サツマ超硬精密 |
1.6%
|
業界別
🔩 金属加工
太陽メカトロニクス株式会社
50人以上が見ています
最新の閲覧: 9時間前
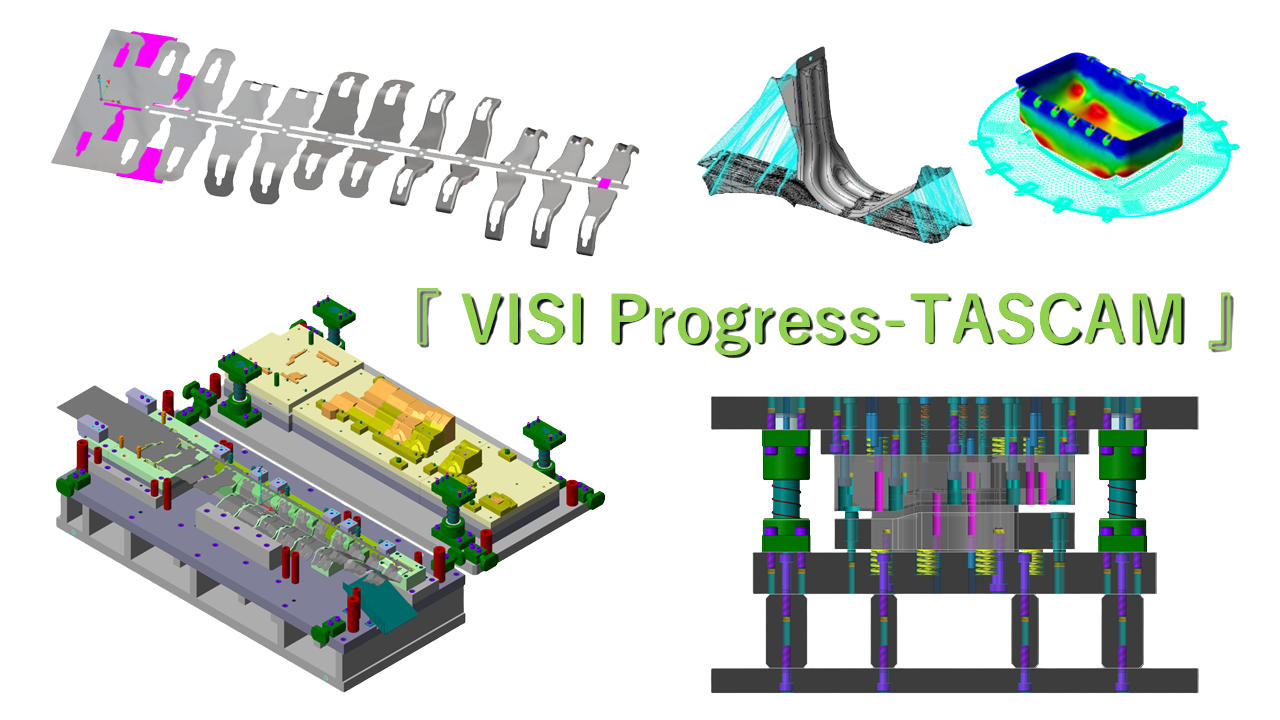
TASCAMプレス用金型3Dは、順送型および単型の設計からNCデータの自動作成までを一貫して行うシステムです。すでに高い評価を得ている2次...
太陽メカトロニクス株式会社
30人以上が見ています
最新の閲覧: 6時間前
■3次元部品の構築 ・パラメトリックによる3次元部品と穴の自動作成が行えるシステムです。 ・プレート同士を選ぶと自動計算された最適な...
プレス加工金型とは、プレス加工の際に製品を成形するために使用される器具です。
かみ合うように作られた上型と下型の上下一対となっており上下の金型が合わさったときに欲しい形状が整形できる構造になっています。プレス機にセットすることで使用され、プレス機の圧力を使って被加工金属に対して金型を押し当てることで、被加工金属に塑性変形を起こさせ成型します。
プレス加工金型には、金属の平板を上下一対の金型で挟み込んで成形するダイ (die) と呼ばれるものと溶かした材料を流し込んで使う鋳造用やプラスチック用のモールド (mold) と呼ばれるものなどがあります。
セットして使われるプレス機によっては、手動でプレスを行うものや複数の金型を取り付けることでより複雑な形状の成形を自動で行うことができるものなどがあります。
プレス加工金型で行うことができる曲げ加工やせん断加工、絞り加工などは、いずれも金属製品の加工に欠かせない重要な加工方法です。それぞれの加工方法に対応したプレス加工金型が存在しており「曲げ型」や「抜き型」「絞り型」などの名前で呼ばれています。
プレス加工は同じ形の製品を短時間で大量生産することができるため、さまざまな製品の部品を製造するのに利用されています。プレス加工が用いられる製品の例として、自動車やバイク、医療器具などの部品や建設材料など、精密さと効率が求められる製品の製造工程で頻繁に用いられています。
せん断加工や曲げ加工など、プレス加工金型によって行うことができる加工の種類が異なります。
プレス加工金型は、セットしたプレス機の圧力を使って被加工金属に対して金型を押し当てて塑性変形を起こさせることで成形します。セットするプレス機のもつ圧力性能が高いほうが成形自体はしやすいですが、プレス加工効率や設備稼働のための電気代などが高くなってしまうため注意が必要です。
プレス加工金型は、欲しい形状に成形ができるようマシニングセンタを使い切削加工したあと熱処理を施して作製します。金型作製にかかる期間は、形状や大きさにもよりますが一般的に3〜6ヶ月程度の期間が必要です。
プレス加工金型に用いられる材料としては、その使用方法から金型に大きな圧力がかかるため靭性の高い合金工具鋼や耐熱性・耐摩耗性に優れている高速度工具鋼が使われています。
プレス加工金型には、プレス加工時の動作によって大きく分けて2種類に分けられますが、分類の定義については明確になっておらず人によって分類の仕方が異なること場合もあるため注意が必要です。
ダイ(die)とは、主に金属板の加工に用いられるプレス加工金型のことを指します。
プレス加工時の動作としては、上下の金型を開いて開放した状態で被加工金属を中に入れ、上型を下型へプレスすることで形状を成形します。
モールド (mold) とは、主にプラスチックの加工に用いられるプレス加工金型のことを指します。
プレス加工時の動作としては、上下の金型をかみ合わせて閉じた状態で溶かした樹脂を中へ流し込み、冷えて固まった後に金型を開いて取り出します。
プレス加工金型には下記のような3種類の仕組みがあります。
単発型は、1種類のプレス加工を連続して行うことができるプレス金型です。
3種類のプレス金型の中で最も広く用いられています。原則的に人の手で1回1回プレスを行います。1つの金型で1種類の加工しかできないものや、2~3種類の加工ができるものがあります。構造が単純なため金型としてのコストは安い傾向にありますが、手動で加工を行うため効率的ではありません。
順送型は、複数のプレス加工を1つの金型で行うことができます。
1つの加工が終わった被加工金属を次の金型へ送る機能が搭載されているため、高精度の製品を効率的に作成することができます。順送型のプレス金型は、複雑な構造をしているため、制作期間も長く制作費用も高額です。反面、複雑な形状にも対応することができ、3種類の中で最も素早く加工することができます。
トランスファー型は、各工程を担う単発型金型を並べ、それぞれの間を搬送機構で接続した金型です。
大きな加工に適した単発型と、複数の金型間を自動輸送できる順送型のメリットを併せ持った金型です。搬送機構を設置する必要があるため、制作費用は高額になりがちで加工時間は順送型より遅くなってしまいますが汎用性が高いです。