制御・計測・センシング
駆動・機械要素・電子制御部品
産業別カテゴリ
電源・エネルギー・熱処理機器
安全・保護・環境対策
材料・素材・ケミカル
電気・電子部品
構造部品・締結要素
ソフトウェア・ネットワーク
サービス
その他
全てのカテゴリ
閲覧履歴
アンギュラピンのメーカー9社一覧や企業ランキングを掲載中!アンギュラピン関連企業の2025年11月注目ランキングは1位:パンチ工業株式会社、2位:株式会社CHAMPION CORPORATIONです。
アンギュラピン (英: angular pin) とは、アンダーカットのある射出成型品用金型に使用されるピンです。
アンダーカット処理をするためにスライドコアという専用の金型を使用しますが、このスライドコアを動かすためにアンギュラピンを使用します。アンギュラピンとスライドコアの連動によって、射出成型品における複雑な形状の製造が可能です。
アンギュラピンは、一般的に円柱状または円筒状の形状です。スライドコアと擦れあう使用状況から、高い精度と耐久性が要求されます。このため、アンギュラピンは高強度な工具鋼など耐摩耗性のある材料で作られます。
関連キーワード
2025年11月の注目ランキングベスト2
| 順位 | 会社名 | クリックシェア |
|---|---|---|
| 1 | パンチ工業株式会社 |
75.0%
|
| 2 | 株式会社CHAMPION CORPORATION |
25.0%
|
35 点の製品がみつかりました
35 点の製品

三和クリエーション株式会社
310人以上が見ています
最新の閲覧: 1日前
返信の早い企業
100.0% 返答率
8.3時間 返答時間
■製品概要 射出成形金型 (モールド) で使用されるコアピン、センタ―ピンです。医療や半導体向け樹脂部品の成形に用いられる他、インクジ...

株式会社CHAMPION CORPORATION
400人以上が見ています
最新の閲覧: 5時間前
返信の早い企業
100.0% 返答率
9.0時間 返答時間
Becuで製作したコアピンです。

八ヶ根工業株式会社
380人以上が見ています
最新の閲覧: 3時間前
返信の比較的早い企業
100.0% 返答率
18.8時間 返答時間
■特長 1.超硬材料の特性を活かし、長期の精度保証期間を実現 ・耐腐食性に優れ、焼入れ部品より硬度が高く摩耗に強いゲージを実現 ・熱...

株式会社CHAMPION CORPORATION
580人以上が見ています
最新の閲覧: 1時間前
返信の早い企業
100.0% 返答率
9.0時間 返答時間
■溶損に強く、溶着しにくい、新しいコーティング 溶損試験で効果実証済みの新しいコーティング"MARC-D"です。溶損は、溶湯が接触する部...

株式会社クロダ
120人以上が見ています
最新の閲覧: 3時間前
100.0% 返答率
49.8時間 返答時間
■概要 ・特注ガイドピン/ブッシュ 小ロットよりご相談下さい。 (テーパー/超鏡面仕上げ部品/サブミクロン保証部等) ・ゴムコアピン 少...
10種類の品番

株式会社CHAMPION CORPORATION
370人以上が見ています
最新の閲覧: 2時間前
返信の早い企業
100.0% 返答率
9.0時間 返答時間
先端径φ0.28のニードルピンです。

株式会社クロダ
90人以上が見ています
最新の閲覧: 1日前
100.0% 返答率
49.8時間 返答時間
■材料SUJ2 熱処理硬度 58°~60° ※他にも品番がございます。
10種類の品番

株式会社CHAMPION CORPORATION
400人以上が見ています
最新の閲覧: 1日前
返信の早い企業
100.0% 返答率
9.0時間 返答時間
長尺のランナーロックピンです。規格品の追加工対応のため短納期可能です。

株式会社CHAMPION CORPORATION
350人以上が見ています
最新の閲覧: 17時間前
返信の早い企業
100.0% 返答率
9.0時間 返答時間
長尺の段付きセンターピンです。

株式会社CHAMPION CORPORATION
280人以上が見ています
最新の閲覧: 1日前
返信の早い企業
100.0% 返答率
9.0時間 返答時間
長尺の段付きスリーブです。穴は三段で空いており、先端部内径φ4.2H7公差で30mm、その先φ4.5で先端から235mm、ツバ裏までφ8.5で貫通です。

株式会社CHAMPION CORPORATION
460人以上が見ています
最新の閲覧: 1時間前
返信の早い企業
100.0% 返答率
9.0時間 返答時間
射出成型金型用のガイドピンです。

株式会社CHAMPION CORPORATION
300人以上が見ています
最新の閲覧: 1時間前
返信の早い企業
100.0% 返答率
9.0時間 返答時間
規格品の追加工です。

株式会社CHAMPION CORPORATION
250人以上が見ています
最新の閲覧: 1日前
返信の早い企業
100.0% 返答率
9.0時間 返答時間
傾斜ピンの合わせブッシュです。

株式会社CHAMPION CORPORATION
380人以上が見ています
最新の閲覧: 4時間前
返信の早い企業
100.0% 返答率
9.0時間 返答時間
油溝付きの傾斜ピンです。


株式会社CHAMPION CORPORATION
410人以上が見ています
最新の閲覧: 4時間前
返信の早い企業
100.0% 返答率
9.0時間 返答時間
TD-VC処理です。Φ4の水穴が約200mm空いています。

株式会社CHAMPION CORPORATION
480人以上が見ています
最新の閲覧: 4時間前
返信の早い企業
100.0% 返答率
9.0時間 返答時間
φ50のガイドピンです。高周波焼入です。
アンギュラピン (英: angular pin) とは、アンダーカットのある射出成型品用金型に使用されるピンです。
アンダーカット処理をするためにスライドコアという専用の金型を使用しますが、このスライドコアを動かすためにアンギュラピンを使用します。アンギュラピンとスライドコアの連動によって、射出成型品における複雑な形状の製造が可能です。
アンギュラピンは、一般的に円柱状または円筒状の形状です。スライドコアと擦れあう使用状況から、高い精度と耐久性が要求されます。このため、アンギュラピンは高強度な工具鋼など耐摩耗性のある材料で作られます。
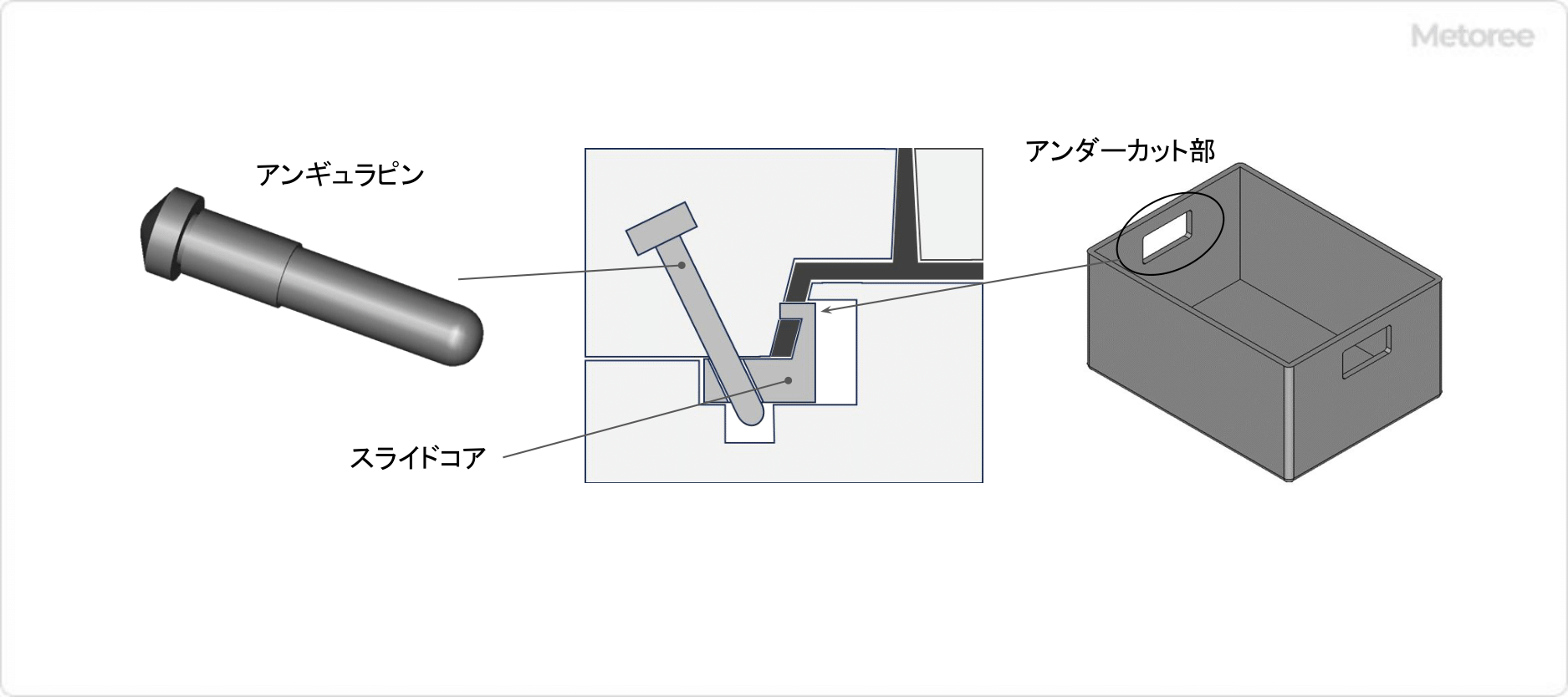
図1. アンギュラピンの使用用途
アンギュラピンは、部品を成型及び取り出すための機構の一部で、スライドコアを動かすために使用されます。スライドコアは主に、アンダーカット部位や複雑な形状を実現するために使用されます。
アンダーカットとは、成型品を金型から外す際、通常の金型抜き方向に障害がある形状のことです。アンギュラピンによって、金型の一部であるスライドコアを成型品から抜く方向にかからない位置にずらすことができ、一度の成形でアンダーカット部位を形成可能です。
例えば、シンプルな取手の付いていないコップのような形状であれば、通常の金型でも抜くことが可能ですが、取手の付いたコップになると「アンダーカット」形状が発生してしまうため、スライドコアが必要になります。このほか、建築部品の窓枠やドアハンドル、電子機器のハウジングなどをはじめ、さまざまな樹脂成型品の製造で使用されています。
アンギュラピンの原理は、金型内のスライドコアや別の動作要素と連動して、アンダーカット部分の成形と部品の取り出しを可能にすることです。アンギュラピンは通常、成型金型内のスライドコアやスライドコアプレートと連動しています。
スライドコアは金型内で動く部品で、アンダーカット部分を形成するための主要な要素です。アンギュラピンはスライドコアに取り付けられ、スライドコアの動きを制御します。
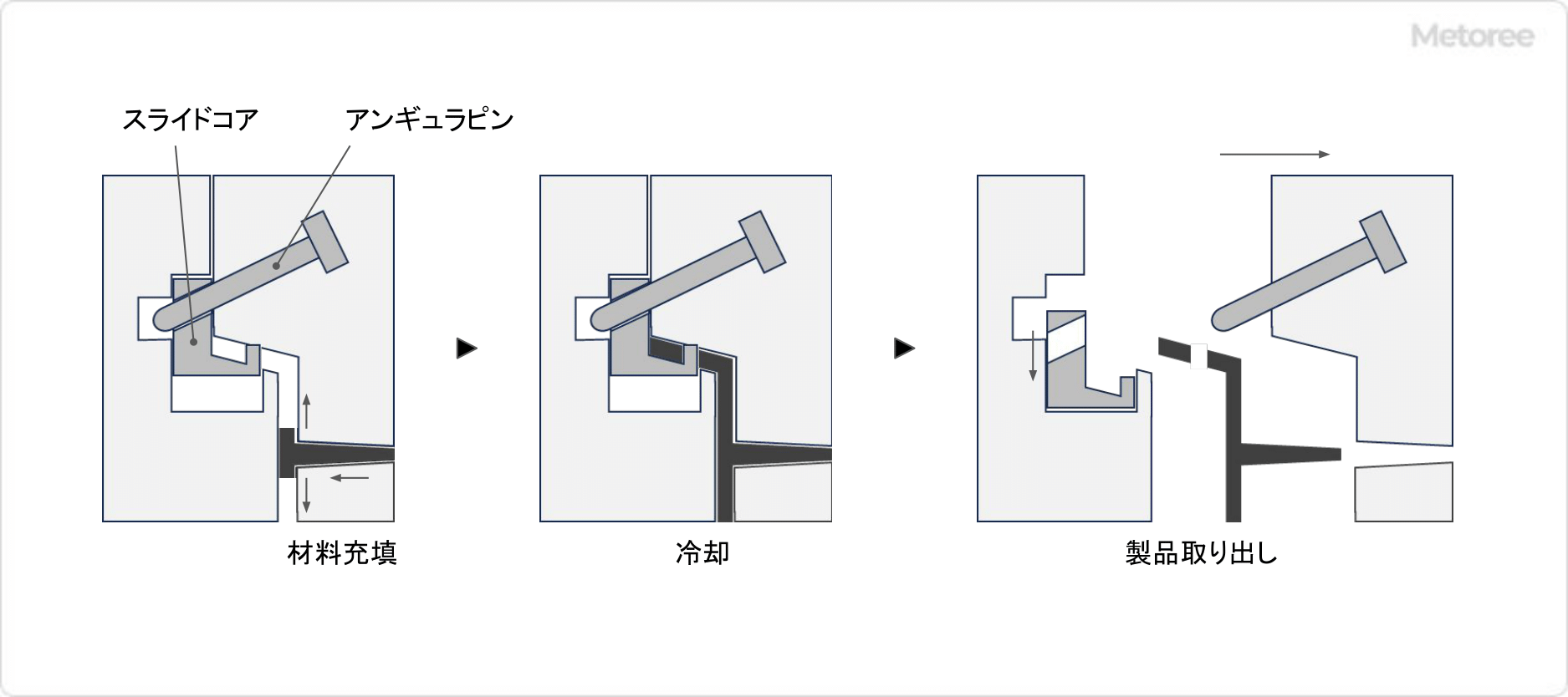
図2. アンギュラピンとスライドコアの動き
プラスチック材料の射出・充填
プラスチック材料を充填するとき金型は閉じた状態です。アンダーカット部はスライドコアとアンギュラピンによって閉じられています。
金型開放
成形材料が硬化したのち、金型が解放されます。通常、アンギュラピンは回転またはスライドし、アンダーカット部を金型から解放します。
製品の取り出し
アンギュラピンがアンダーカット部から解放されると、通常は成型機の取り出し機構によって製品が取り出されます。製品が取り出されたのち、再び金型は閉じられ、プラスチック材料の充填が始まります。
アンギュラピンを金型が動く直線方向に対して、傾斜 (英: angular) をつけて金型に設置されます。より大きなスライド量を求める場合、金型の動作方向に対して、大きな角度をつけることで実現できますが、それだけピンが折れやすくなってしまいます。
通常、おおよそ20度までを目安に傾斜をつけるのが一般的です。また、同様の目的でアンギュラピンの長さを増やすことでも対応可能です。しかし、アンギュラピンを長くすると、金型の移動量を増やす必要があり、設備のスペースの問題が発生します。
アンギュラピンは、常にスライドコアの孔と摺動するため、耐摩耗性や強度が必要です。また、射出成型で充填される材料の温度は200度近くまで上がることもあります。このため、熱変形、ヒートサイクルによる腐食への耐性も必要です。
アンギュラピンの材質としては、SUJ-2などをはじめとした高炭素鋼が使用されたり、焼き入れによって硬度を確保したり、コーティングによって耐摩耗性を確保したりと様々な処理が施されています。
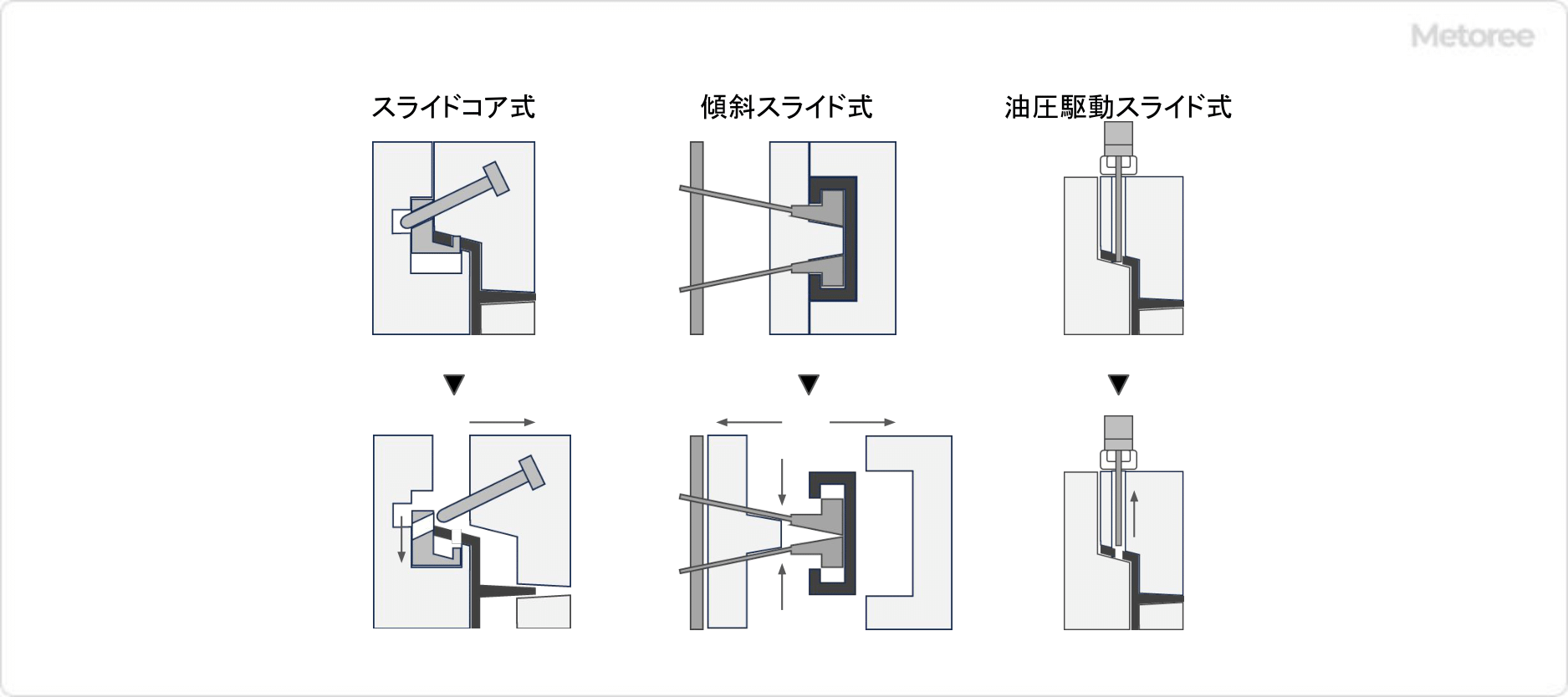
図3. アンダカット処理の種類
スライドコア方式
主にアンギュラピンとスライドコアを組み合わせた比較的単純な構造です。アンギュラピンは固定側の型に設けられます。可動側にはスライドコアがあります。可動側の型が固定側に近づくにつれ、アンギュラピンにスライドコアが接近。アンギュラピンとスライドコアの孔が勘合後、アンギュラピンの傾きによってスライドコアを動かし、アンダーカット部を形作ります。
傾斜スライド方式
小さなアンダーカット部の成形に用いられやすい方式です。アンギュラピンは使用しません。エジェクタプレートには、スライドロッドと傾斜スライドを動かすためのスライドユニットが設けられています。
成型完了後、型が開いたのち、可動側の型が固定側から離れるにつれて、スライドユニットが製品の内側まで移動し、製品をエジェクト (押し出し) します。金型の直動方向に対して、スライドユニットは直角方向に動くため、スライドロッドには大きな力を強います。スライドコア方式よりも高価な傾向です。
油圧駆動スライド方式
油圧シリンダを使用して、スライドコアを移動させる方式です。固定型側にスライド機構を設け、型開きとは別のアクションとしてスライドを移動させることができます。また、大きなスライドコアを動かすことができます。
