制御・計測・センシング
駆動・機械要素・電子制御部品
産業別カテゴリ
電源・エネルギー・熱処理機器
安全・保護・環境対策
材料・素材・ケミカル
電気・電子部品
構造部品・締結要素
ソフトウェア・ネットワーク
サービス
その他
全てのカテゴリ
閲覧履歴
インサートナットのメーカー39社一覧や企業ランキングを掲載中!インサートナット関連企業の2025年7月注目ランキングは1位:マイクロファスナー株式会社、2位:株式会社廣杉計器、3位:株式会社北條精工となっています。 インサートナットの概要、用途、原理もチェック!
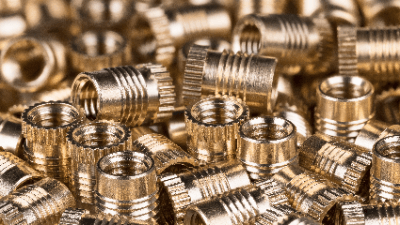
インサートナットは、樹脂部材の締結部の強度を上げるために使う部材です。締付ボルトに比べ樹脂は強度が低いので、樹脂の中に主として金属製のインサートナットを埋め込み、接合部を強化するために使います。
インサートナットの外面は樹脂に固着できるように、ローレットなどが刻まれ、内面がナットねじ仕様になった部材です。インサートナットの材料は、切削性や展延性に優れた快削黄銅や鉛レス黄銅などが一般的に使われます。アルミニウムやステンレス鋼の場合もあります。樹脂製もあり、自動車用などに使われています。
樹脂部材に対して、インサートナットを樹脂の成形時にインサートする方法と樹脂の成形後にインサートする2種類の挿入方法があります。
2025年7月の注目ランキングベスト10
| 順位 | 会社名 | クリックシェア |
|---|---|---|
| 1 | マイクロファスナー株式会社 |
29.3%
|
| 2 | 株式会社廣杉計器 |
7.3%
|
| 3 | 株式会社北條精工 |
7.3%
|
| 4 | 東海金属工業株式会社 |
4.9%
|
| 5 | ボサード株式会社 |
4.9%
|
| 6 | 第一工業株式会社 |
4.9%
|
| 7 | 株式会社アイ・テック |
4.9%
|
| 8 | 株式会社吉則螺子製作所 |
4.9%
|
| 9 | 株式会社河南金属製作所 |
2.4%
|
| 10 | 株式会社タンゲ製作所 |
2.4%
|
40 点の製品がみつかりました
40 点の製品

PEM Japan株式会社
230人以上が見ています
最新の閲覧: 1時間前
4.0 会社レビュー
100.0% 返答率
49.5時間 返答時間
■PEM®ブランドのマイクロPEM®ファスナーは、現在及び未来のコンパクトエレクトロニクスに理想的なファスナーです。 現在そして未来のコ...

マイクロファスナー株式会社
40人以上が見ています
最新の閲覧: 4時間前
返信の比較的早い企業
100.0% 返答率
26.0時間 返答時間
■プラスチック用インサートナット プラスチック (樹脂) 成形品に圧入後「ねじ」を利用し主に締結目的に使用されている製品です。熱可塑...

マイクロファスナー株式会社
30人以上が見ています
最新の閲覧: 2時間前
返信の比較的早い企業
100.0% 返答率
26.0時間 返答時間
■プラスチック用インサートナット プラスチック (樹脂) 成形品に圧入後「ねじ」を利用し主に締結目的に使用されている製品です。熱可塑...

マイクロファスナー株式会社
20人以上が見ています
最新の閲覧: 2時間前
返信の比較的早い企業
100.0% 返答率
26.0時間 返答時間
■プラスチック用インサートナット プラスチック (樹脂) 成形品に圧入後「ねじ」を利用し主に締結目的に使用されている製品です。熱可塑...

マイクロファスナー株式会社
30人以上が見ています
最新の閲覧: 2時間前
返信の比較的早い企業
100.0% 返答率
26.0時間 返答時間
■プラスチック用インサートナット プラスチック (樹脂) 成形品に圧入後「ねじ」を利用し主に締結目的に使用されている製品です。熱可塑...

マイクロファスナー株式会社
30人以上が見ています
最新の閲覧: 2時間前
返信の比較的早い企業
100.0% 返答率
26.0時間 返答時間
■プラスチック用インサートナット プラスチック (樹脂) 成形品に圧入後「ねじ」を利用し主に締結目的に使用されている製品です。熱可塑...

マイクロファスナー株式会社
30人以上が見ています
最新の閲覧: 2時間前
返信の比較的早い企業
100.0% 返答率
26.0時間 返答時間
■プラスチック用インサートナット プラスチック (樹脂) 成形品に圧入後「ねじ」を利用し主に締結目的に使用されている製品です。熱可塑...

マイクロファスナー株式会社
30人以上が見ています
最新の閲覧: 2時間前
返信の比較的早い企業
100.0% 返答率
26.0時間 返答時間
■プラスチック用インサートナット プラスチック (樹脂) 成形品に圧入後「ねじ」を利用し主に締結目的に使用されている製品です。熱可塑...

マイクロファスナー株式会社
30人以上が見ています
最新の閲覧: 1時間前
返信の比較的早い企業
100.0% 返答率
26.0時間 返答時間
■プラスチック用インサートナット プラスチック (樹脂) 成形品に圧入後「ねじ」を利用し主に締結目的に使用されている製品です。熱可塑...

ボーセイキャプティブ株式会社
270人以上が見ています
最新の閲覧: 5時間前
返信の比較的早い企業
100.0% 返答率
20.6時間 返答時間
■特長 ・外周のローレット形状が正逆反対方向になっており高い引っ張り強度、トルク強度を発揮します。また、インサート挿入部にガイド...

ボーセイキャプティブ株式会社
280人以上が見ています
最新の閲覧: 5時間前
返信の比較的早い企業
100.0% 返答率
20.6時間 返答時間
■特長 ・フランジ付き形状のため、ネジの締付け時に樹脂を傷めずに作業を行うことができます。また、インサート圧入時に出る樹脂のバリ...

ボーセイキャプティブ株式会社
240人以上が見ています
最新の閲覧: 5時間前
返信の比較的早い企業
100.0% 返答率
20.6時間 返答時間
■特長 ・両端が同形状なので埋め込み方向の確認作業の必要がなく、作業スピードが上がります。自動化の際にパーツフィーダー等の使用を...

ボーセイキャプティブ株式会社
170人以上が見ています
最新の閲覧: 5時間前
返信の比較的早い企業
100.0% 返答率
20.6時間 返答時間
■特長 ・ローレットが丸く樹脂にストレスがかかりづらい形状になっているため、樹脂の割れを防ぎます。 ・埋め込み方法 加熱 ・材質 C36...

ボーセイキャプティブ株式会社
150人以上が見ています
最新の閲覧: 5時間前
返信の比較的早い企業
100.0% 返答率
20.6時間 返答時間
■特長 ・ほとんどの熱可塑性樹脂に使用できるプレス式インサートナットです。角度のついたフィンと垂直なローレットが特徴です。 ・埋め...

ボーセイキャプティブ株式会社
190人以上が見ています
最新の閲覧: 5時間前
返信の比較的早い企業
100.0% 返答率
20.6時間 返答時間
■特長 ・ハンドプレスによる埋め込みが可能で、熱硬化性樹脂のような硬くて脆い母材にも対応できます。樹脂へのストレスを軽減して割れ...

ボーセイキャプティブ株式会社
220人以上が見ています
最新の閲覧: 5時間前
返信の比較的早い企業
100.0% 返答率
20.6時間 返答時間
■特長 ・金型成型の需要に応えて導入された、袋タイプのインサートナットです。方向の異なる3つのローレットにより、非常に高いトルクと...

株式会社三友精機
20人以上が見ています
返信の比較的早い企業
100.0% 返答率
30.5時間 返答時間
■特長 ・プラスチック成形後インサート ・汎用タイプで低コスト ・熱溶着、圧入タイプ ■主な用途 熱可塑性樹脂に適合。プラスチック成...

株式会社三友精機
20人以上が見ています
返信の比較的早い企業
100.0% 返答率
30.5時間 返答時間
■特長 ・プラスチック成形後インサート ・先端に向けて細くなるテーパー形状 ・セットしやすく、熱伝導がよい ・ハンダごて、温度調節器...

株式会社三友精機
20人以上が見ています
返信の比較的早い企業
100.0% 返答率
30.5時間 返答時間
■特長 ・熱可塑性のすべての樹脂に適合 ・プラスチック成形材に熱圧入 ・外周部に2方向の異なる2列のローレットを持つ ・超音波、熱圧入...

東海金属工業株式会社
30人以上が見ています
返信のとても早い企業
100.0% 返答率
3.0時間 返答時間
■特徴 ビットインサートは、低コストで取り扱いが容易な、汎用タイプのインサートナットです。 ■使用機械と治具 ・ポンチとハンマーの...

東海金属工業株式会社
20人以上が見ています
返信のとても早い企業
100.0% 返答率
3.0時間 返答時間
■特徴 ビットインサートフランジタイプは、保持力・コストなどバランスに優れています。 ■使用機械と治具 ・ポンチとハンマーの使用 ・...

東海金属工業株式会社
10人以上が見ています
返信のとても早い企業
100.0% 返答率
3.0時間 返答時間
■特徴 汎用タイプビットインサートナットのミニサイズで、成型品の軽量化、小型化に対応します。 【使用例】携帯電話、ノートパソコン等...

東海金属工業株式会社
10人以上が見ています
返信のとても早い企業
100.0% 返答率
3.0時間 返答時間
■概要 ウルトラサートⅡは製品形状がテーパーになっており、相手材内径もテーパーにする事で一度に広範囲に熱を伝えることが出来るため、...

東海金属工業株式会社
10人以上が見ています
返信のとても早い企業
100.0% 返答率
3.0時間 返答時間
■概要 ウルトラサートⅣはウルトラサートⅡで設計した場合にテーパー穴では成型品の表面がヒケてしまい問題になるような場合に御検討くだ...

東海金属工業株式会社
30人以上が見ています
返信のとても早い企業
100.0% 返答率
3.0時間 返答時間
■概要 ポリカーボネイトの圧入に適したインサートナットです。特殊なローレット形状が、樹脂に圧入した際のストレスを軽減します。 ■特...

東海金属工業株式会社
10人以上が見ています
返信のとても早い企業
100.0% 返答率
3.0時間 返答時間
■概要 ポリカーボネイトの圧入に適したインサートナットです。フランジ付きにより樹脂漏れなどのトラブルを防止します。特殊なローレッ...




株式会社アイ・テック
10人以上が見ています
最新の閲覧: 1日前
熱可塑性用アウトサート 熱圧入 ポリカーボネート (PC) 材等の残留応力を持つ材質に最適です。
株式会社アイ・テック
10人以上が見ています
最新の閲覧: 1日前
熱可塑性用アウトサート 熱圧入 ポリカーボネート (PC) 材等の残留応力を持つ材質に最適です。




株式会社アイ・テック
10人以上が見ています
最新の閲覧: 1日前
熱硬化性用アウトサート ベンチプレス圧入 BMC等熱硬化性に最適です。
インサートナットは、樹脂部材の締結部の強度を上げるために使う部材です。締付ボルトに比べ樹脂は強度が低いので、樹脂の中に主として金属製のインサートナットを埋め込み、接合部を強化するために使います。
インサートナットの外面は樹脂に固着できるように、ローレットなどが刻まれ、内面がナットねじ仕様になった部材です。インサートナットの材料は、切削性や展延性に優れた快削黄銅や鉛レス黄銅などが一般的に使われます。アルミニウムやステンレス鋼の場合もあります。樹脂製もあり、自動車用などに使われています。
樹脂部材に対して、インサートナットを樹脂の成形時にインサートする方法と樹脂の成形後にインサートする2種類の挿入方法があります。
インサートナットは、樹脂部品の締結部を補強するために広範囲の用途があります。主な使用用途は、自動車・バイク・電車、航空機などの輸送機、スマートフォン、家電製品、産業機械などで、樹脂部品の締結部に使用されます。
特に自動車業界では、燃費向上のため樹脂部品を用いた軽量化が進んでいます。また、環境に優しいバイオプラスチックの採用が増えています。これらの樹脂部品の締結が増加しており、インサートナットが広く使われています。インサートナット自体も強度が高い樹脂製が開発され、軽量化に寄与しています。
工作機械では、マシニングセンタ、NC工作機器、サーボモーター、インバーター等の制御盤筐体などに使用されることが多いです。アミューズメントの分野でも、パチンコ、スロットマシンの本体を始め内部機構部品、周辺機器、ゲーム機の本体シャーシ、周辺機器など、インサートナットの利用が広まっています。
インサートナットの自動車業界での使用例
インサートナットには形状、材料、挿入方式などの組み合わせにより多くの種類があります。インサートナットの形状は、スタンダードタイプとフランジタイプの2種類です。スタンダードタイプは最も一般的なタイプであり、一番安価です。さらに、スタンダードタイプは、片面型と両面型の2種類に分けられます。
片面型は圧入時の取付け方向が決まっていますが、両面型は両側が面取りされているので、圧入時にどちらからでも挿入できる様になっています。フランジタイプは、片側にツバが付いたもので、一方向にのみ挿入が可能なタイプです。インサートナットを樹脂部材に挿入する方法にも種類があります。
インサートナットを樹脂に埋め込む方法には、成形時インサートと成形後インサートの2つの方法があります。熱を加えると柔らかくなる熱可塑性樹脂には、主に成形後インサートが使われます。また、熱を加えると固くなる熱硬化性樹脂には、成形時インサートが多いですが、成形後インサートも使用できます。
1. 成形時インサート
樹脂素材を成形加工する時に、金型にインサートナットを取り付けて樹脂を流し込み、成形します。金型にインサートナットを組み付ける必要がありますが、樹脂が溶けた状態でインサートナットのまわりに入り込むため、冷却後の強度が優れています。
2. 成形後インサート
樹脂成形後に挿入する方法には、拡張方式、圧入方式、熱圧入方式の3つの方式があります。
拡張方式
インサートナットを樹脂部材の下穴に圧入して、ナットの先端部分を拡張することで樹脂部材に固定する方法です。インサートナットを樹脂部材にハンマーで打ち込んでから、専用ポンチなどのツールを使って拡張板と呼ばれる部分を下へ押して、インサートナットの先端部分を拡張します。
この方式は、素材側のナットをはめ込むボス形状にあまり影響を受けないことと、熱源が不要である特徴があります。
圧入方式
最も一般的な方法です。熱源を使用せずに、プレスやハンマーなどを使って樹脂部材へ圧入します。ボス径を太くすることでボス割れを防ぐことができますが、樹脂部材によっては熱圧入方式に変更する必要があります。
熱圧入方式
樹脂部材にインサートナットを圧入する際に熱源を使用する方法です。部材の下穴にインサートナットをセットして、ハンダごて、超音波溶着機や熱圧入機などでナットを加熱しながら圧入します。
インサートナットに熱を加えることで樹脂部材に熱が伝わり柔らかくなるので、インサートナットを所定の位置まで楽に圧入することができます。また、樹脂が溶けながら圧入されるため、溶けた樹脂がナットに回り込んで強度が高くなります。樹脂部材側のボス形状にはあまり影響を受けない方法です。
参考文献
https://www.monotaro.com/s/pages/productinfo/insatonato_type/
https://newswitch.jp/p/7525



