切削油とは
切削油とは、旋盤加工やフライス加工などの金属加工において、「金属同士の摩擦低減のための潤滑」「加工時に発生する熱の冷却」「切削粉の飛散の抑制及び洗浄」「さび止め」などの目的で使用されるものです。
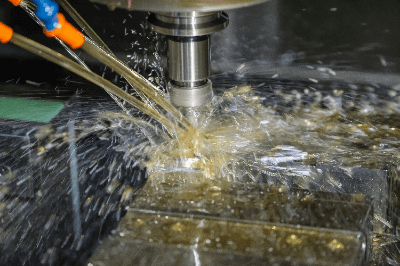
切削油は、焼き付き防止、寸法精度向上、工具の寿命延長などに寄与します。上の写真のように刃物と加工物が接触する箇所に対して加工中に切削油を流し当てる形で使用します。
切削油の使用用途
切削油の使用用途は、金属材料の切削や研削、圧延・引き抜き・プレスなどの加工を行う際の、潤滑、冷却、洗浄、錆止めなどです。一般的に、工作機械の一部として搭載されているノズルから切削油が出てくる構造になっており、切削工具の先端に向けて切削油を当てる (流す) こと形で使用します。
加工後の部品には切削油が残った状態となるため、納品物として切削油の除去が必要な場合は、加工依頼時に明確な指示が必要です。一方で、切削油が残った状態で梱包し輸送することで、「錆などの発生を防ぐことができる」「長期間保管していても劣化しにくい」などのメリットを得ることができる場合もあるため、部品特性に応じて判断しなければなりません。
また、切削油は一般的に工作機械の一部として搭載されているノズルから出てくる構造のものが多いですが、中には工具自体に穴が開いており、ここから切削油が出てくるタイプのものも存在します。ノズルタイプの方がノズルの位置や向きを変えることで、切削油を当てる方向などの調整も可能なため、様々なサイズの加工物に対応できます。
工具自体に穴が開いているタイプの方が切削油を噴射する圧力が強く、切削粉を流し落としやすいなどの特長もあるため、加工対象によって最適な構造のものを使用することも重要です。
切削油の種類
切削油には大きく分けて2種類あり、潤滑油のまま使用する「不水溶性切削油」と水に潤滑油と添加剤を配合した「水溶性切削油」があります。水溶性切削油は加工時に10~50倍に薄めて使用されます。
1. 不水溶性切削油
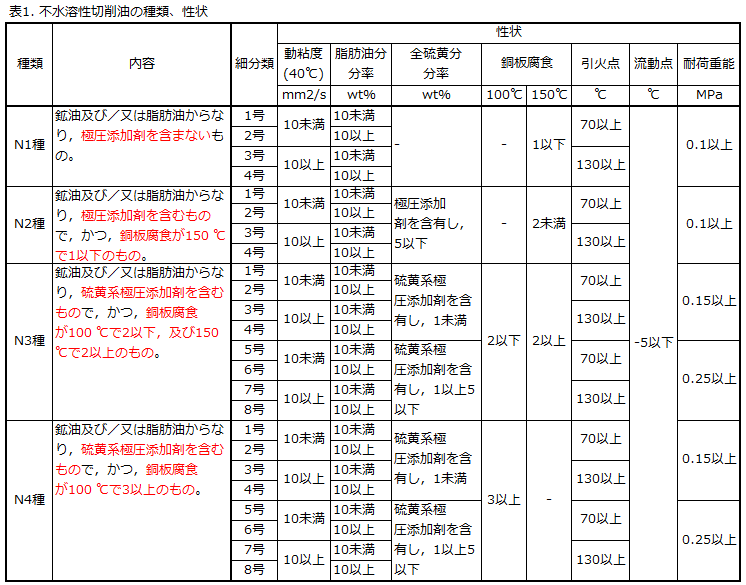
不水溶性切削油とは、鉱物油などの基油を主成分に極圧添加剤や摩擦低減剤などを添加されたもので、水溶性切削油と比較して潤滑性に優れています。不水溶性切削油はJIS規格により極圧添加剤の配合や動粘度、硫黄成分の配合の違いでN1からN4種の4種類に分類されます。
- N1
極圧添加剤を含まず、腐食が進行しやすい銅などの非鉄金属や鋳物の加工に使います。 - N2
極圧添加剤が含まれていて、様々な種類の鋼材に適しています。 - N3とN4
極圧添加剤の他、硫黄分を含んでいて、加工が難しい金属の加工やシビアな加工面精度を求められるときに使用します。
2. 水溶性切削油
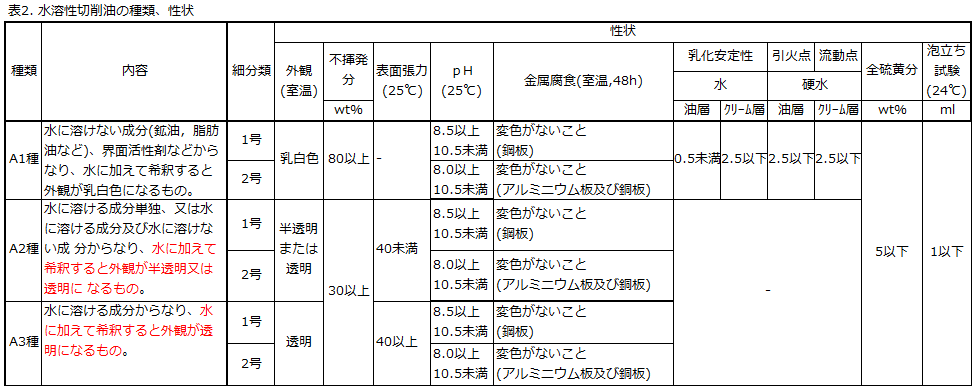
水溶性切削油とは、潤滑性を有する潤滑油基剤と水が主成分で、水への分散性や溶解性を付与するための界面活性剤や防錆剤などが添加されたもので、使用時は水で希釈されても用いられます。水を主成分とするため冷却性に優れています。JIS規格により3種類に分けることができます。
- A1 (エマルジョンタイプ)
水溶性切削油の中では潤滑性が良く、希釈すると白濁色になるのが特徴です。 - A2 (ソリュブルタイプ)
冷却性や浸透性が良く、希釈すると薄っすら濁ります。 - A3 (ソリューションタイプ)
冷却性と耐腐敗性、また他の油と分離しやすい。希釈しても見た目はほぼ変わりません。
不水溶性切削油のほうが潤滑性に優れていて、低速での精密加工に適しているのに対し、水溶性切削油は冷却性や切りくずの洗浄性が高く、高速での連続加工に適しているため、加工方法によって使い分けることが大切です。
切削油のその他情報
切削油用の添加剤
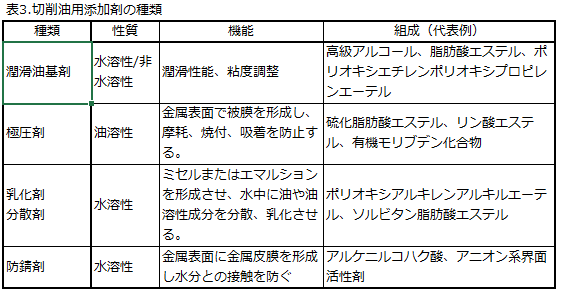
切削油用の添加剤として、潤滑油基材、極圧剤、乳化剤、分散剤、防錆剤などがあります。近年は作業環境改善、安全性向上、加工速度向上などのニーズから、水溶性切削油のニーズが増えています。
水溶性切削油は潤滑性能において劣っている以外にも、細菌の繁殖、錆の発生、泡立ちなどの問題が起こりやすい点がデメリットです。このため、表3の添加剤以外にも防腐剤や、抗菌性の高いカチオン系の分散剤などが使用されています。
参考文献
https://www.kyodoyushi.co.jp/knowledge/cut_oil/about/
https://www.kyodoyushi.co.jp/knowledge/cut_oil/
https://www.monotaro.com/s/pages/readingseries/machiningcenterkiso_0606/