板金加工とは
板金加工とは、薄くのばした金属の板を目的に合わせてさまざまな形に加工することです。
手で工具を使い加工をする手板金加工、機械を使って加工する機械板金加工の2種類があります。主に、図面展開工程、抜き・切断工程、前処理工程、曲げ加工工程、溶接工程、仕上げ工程、検査工程によって板金加工を行います。
手板金加工も機械板金加工も、素材である金属の板の特性を理解して加工をすることが大切です。金属素材には「弾性変形」と「塑性変形」という2つの特性があり、それらをうまく利用して目的の形状に加工します。
板金加工の使用用途
板金加工は、さまざまな業界で利用される加工技術です。主に、自動車業界、建築業界、精密機器業界で活躍しています。
1. 自動車業界
自動車のボディやインテリア部品に、数々の板金加工が用いられています。例えば、製造工程の切断や溶接などは、機械板金加工の技術です。
自動車の修理にも板金加工が用いられています。例えば、事故で自動車のボディが凹んでしまった場合には、修理工の手板金加工の技術で修繕します。
2. 建築業界
建築の現場には、板金加工がなくてはならない技術です。例えば、住宅建築で必要な屋根・外壁・配管などに板金加工の技術が用いられています。
また、インフラ設備の各所に板金加工が活躍しています。例えば、道路標識・信号機・看板・エスカレーターなどに用いられている技術が板金加工です。
3. 精密機器業界
板金加工の技術を必要とする工業製品の中でも、精密機器の製造工程に用いられる板金加工は「精密板金加工」と呼ばれます。素材の暑さは数ミリと薄く、微細な加工技術が求められます。
例えば、1ミリほどの金属の板にねじ山を作る場合に、精密板金加工が必要になります。スマートフォンやドローンなどの部品に欠かせない技術です。
板金加工の原理
板金加工の素材である金属は、アルミニウムならアルミニウム、鉄なら鉄の原子が規則正しく並び、それぞれの原子が互いに引き合う結合力で結ばれています。金属の結合力を超えない外力で変形させると、金属の性質で変形させる前の状態に戻ろうとする力が働きます。これが「弾性変形」です。
この弾性変形を生じさせないように、金属の結合力を超える外力を加えると、規則正しく並んだ原子の位置にズレが生じて変形します。 これが「塑性変形」です。
板金加工は、この塑性変形という金属の性質を利用した加工方法です。目的の形状にするために、もはや弾性変形しなくなった金属素材に力をかけ続けると、素材が破損してしまいます。金属の状態を見極めながら、加える力を調整することが大切です。
板金加工の種類
板金加工には、曲げ加工、切断、タッピング加工/バーリング加工、溶接加工などの工程があります。
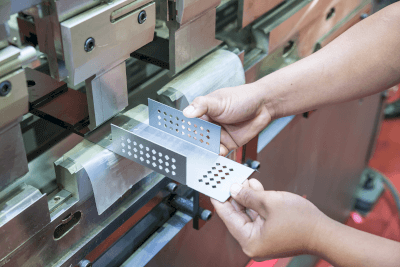
1. 曲げ加工
代表的な曲げ加工には、L曲げ、V曲げ、U曲げ、ヘミング曲げがあります。それぞれ加工したい形状に合わせて、金型を選定して求める曲げ形状を得る加工方法です。
加工する際は、ベンダーと呼ばれる工作機械が製造現場では広く用いられています。曲げ加工を行う際に、被加工物には掴み代が必要です。そのため、設計段階では曲げ加工のための掴み代を設けておく必要があります。
2. 切断
シャーリングマシンなどのせん断加工機を用いて、材料を大まかに切断する工程です。次工程で、部品形状に合わせて打ち抜き金型や、レーザーを用いて形状を得る加工を行います。打ち抜きにより形状を得る工程では、ターレットパンチプレス加工機やレーザー加工機が広く用いられています。
切断加工した加工面にはバリか発生するので、やすりやグラインダー、ベルトサンダーなど用いてバリ取りを行わなければなりません。レーザー加工による切断箇所には熱による焦げが生じるため、焦げ取りといった後処理が必要です。
3. タッピング加工/バーリング加工
被加工物にめねじが必要な場合は、タッピング加工もしくはバーリング加工により形状を得ることができます。タッピング加工でのネジのかかりしろが十分でない場合、バーリング加工によりめねじのかかりしろを確保し、めねじ加工を行います。
バーリング加工を行った場合、加工面の後ろ側が凸形状となるため、アセンブリした際の干渉やクリアランス量の減少に注意が必要です。
4. 溶接
部品を一体化して気密性を高めたい場合や、ねじによる固定を行えない (もしくは部品点数の観点などから行いたくない) 場合、板金部品の溶接加工が用いられます。
溶接方法としては大きく、融接法、圧接法、ろう接法の3種類があります。求められる強度や生産性に応じて、板金部品の溶接方法を使い分けましょう。また、溶接箇所の焼けによる変色や黒皮を取り除くために、酸洗といった表面処理が広く用いられています。
板金加工のその他情報
1. 材料による加工性の違い
金属材料は、その結晶格子の成り立ちで加工のしやすさが変わります。 アルミニウム、胴、金、銀などは面心立方格子という原子構造で、マッチ箱のような構造で外力が加わると変形がしやすい構造です。
鉄は体心立方格子でできていて、マッチ箱構造の中心に原子が入り強度を増しているため、変形がやや難しくなります。 マグネシウムはちゅう密六方格子で、六方体の原子配列は強度が高く常温ではほとんど加工ができません。
2. 手板金の種類
材料表面の研磨作業
自動車外板の補修や工作機械のベッドのように、材料表面の凹凸をなくすときに紙やすりなどで仕上げる作業です。
材料の切断
金切りばさみなど使って、市販されている規格サイズの大きな板材から、製品を成型するのに必要な大きなに切断します。
ハンマーによる張り出し/絞り加工
金属板から立体的な形状を成形する時に、ハンマーで材料を引き延ばして成型する加工を「張り出し加工」、逆に材料を寄せて小さなひだを作り、これを平たんにして縮み変形を与える加工を「絞り加工」といいます。
3. 機械加工の種類
パンチ金型による穴あけ
各種大きさの丸や四角などの汎用せん断金型から必要な金型を選択して、抜きや成型加工を行います。
レーザーなどによるブランキング加工
レーザー熱源を用いて高速、高精度に板金を切断する機械加工法です。
プレス加工
大型の機械フレームの上下するオス型とメス型の間に金属板を設置します。 オス型が下降してきて、メス型を合わさることで金属板を型どおりに成型します。