アンギュラピンとは
アンギュラピン (英: angular pin) とは、アンダーカットのある射出成型品用金型に使用されるピンです。
アンダーカット処理をするためにスライドコアという専用の金型を使用しますが、このスライドコアを動かすためにアンギュラピンを使用します。アンギュラピンとスライドコアの連動によって、射出成型品における複雑な形状の製造が可能です。
アンギュラピンは、一般的に円柱状または円筒状の形状です。スライドコアと擦れあう使用状況から、高い精度と耐久性が要求されます。このため、アンギュラピンは高強度な工具鋼など耐摩耗性のある材料で作られます。
アンギュラピンの使用用途
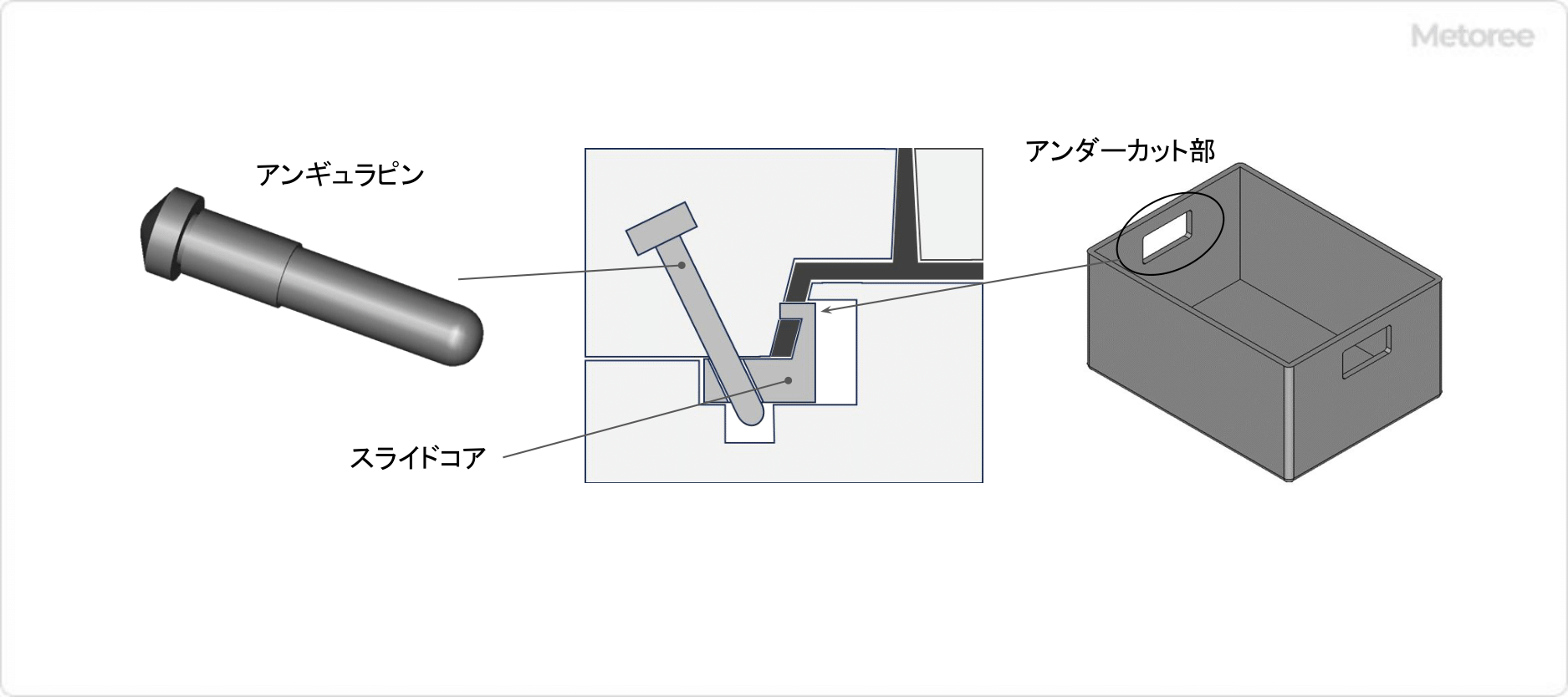
図1. アンギュラピンの使用用途
アンギュラピンは、部品を成型及び取り出すための機構の一部で、スライドコアを動かすために使用されます。スライドコアは主に、アンダーカット部位や複雑な形状を実現するために使用されます。
アンダーカットとは、成型品を金型から外す際、通常の金型抜き方向に障害がある形状のことです。アンギュラピンによって、金型の一部であるスライドコアを成型品から抜く方向にかからない位置にずらすことができ、一度の成形でアンダーカット部位を形成可能です。
例えば、シンプルな取手の付いていないコップのような形状であれば、通常の金型でも抜くことが可能ですが、取手の付いたコップになると「アンダーカット」形状が発生してしまうため、スライドコアが必要になります。このほか、建築部品の窓枠やドアハンドル、電子機器のハウジングなどをはじめ、さまざまな樹脂成型品の製造で使用されています。
アンギュラピンの原理
アンギュラピンの原理は、金型内のスライドコアや別の動作要素と連動して、アンダーカット部分の成形と部品の取り出しを可能にすることです。アンギュラピンは通常、成型金型内のスライドコアやスライドコアプレートと連動しています。
スライドコアは金型内で動く部品で、アンダーカット部分を形成するための主要な要素です。アンギュラピンはスライドコアに取り付けられ、スライドコアの動きを制御します。
アンギュラピンのその他情報
1. アンギュラピンとスライドコアの動き
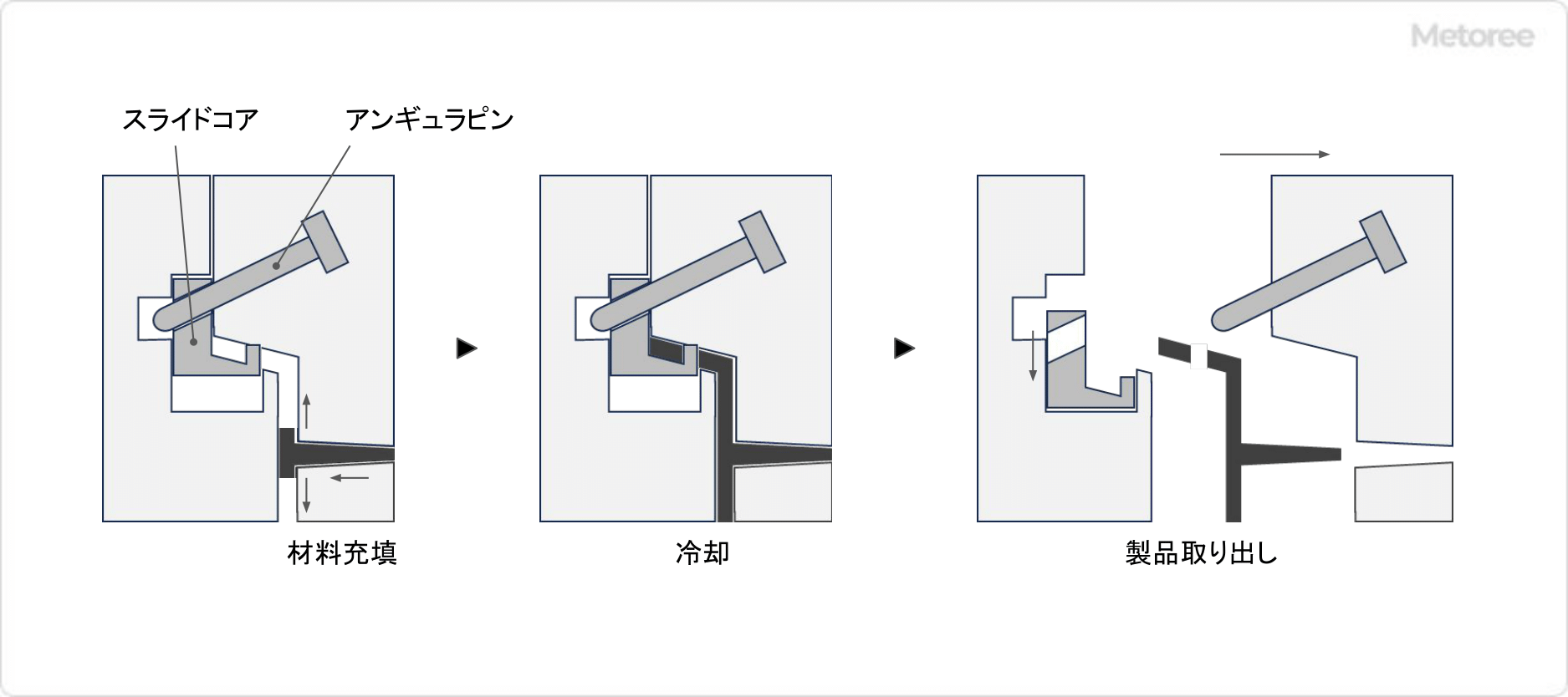
図2. アンギュラピンとスライドコアの動き
プラスチック材料の射出・充填
プラスチック材料を充填するとき金型は閉じた状態です。アンダーカット部はスライドコアとアンギュラピンによって閉じられています。
金型開放
成形材料が硬化したのち、金型が解放されます。通常、アンギュラピンは回転またはスライドし、アンダーカット部を金型から解放します。
製品の取り出し
アンギュラピンがアンダーカット部から解放されると、通常は成型機の取り出し機構によって製品が取り出されます。製品が取り出されたのち、再び金型は閉じられ、プラスチック材料の充填が始まります。
2. アンギュラピンの取り付け角度
アンギュラピンを金型が動く直線方向に対して、傾斜 (英: angular) をつけて金型に設置されます。より大きなスライド量を求める場合、金型の動作方向に対して、大きな角度をつけることで実現できますが、それだけピンが折れやすくなってしまいます。
通常、おおよそ20度までを目安に傾斜をつけるのが一般的です。また、同様の目的でアンギュラピンの長さを増やすことでも対応可能です。しかし、アンギュラピンを長くすると、金型の移動量を増やす必要があり、設備のスペースの問題が発生します。
3. アンギュラピンの材質
アンギュラピンは、常にスライドコアの孔と摺動するため、耐摩耗性や強度が必要です。また、射出成型で充填される材料の温度は200度近くまで上がることもあります。このため、熱変形、ヒートサイクルによる腐食への耐性も必要です。
アンギュラピンの材質としては、SUJ-2などをはじめとした高炭素鋼が使用されたり、焼き入れによって硬度を確保したり、コーティングによって耐摩耗性を確保したりと様々な処理が施されています。
4. アンダーカット処理の種類
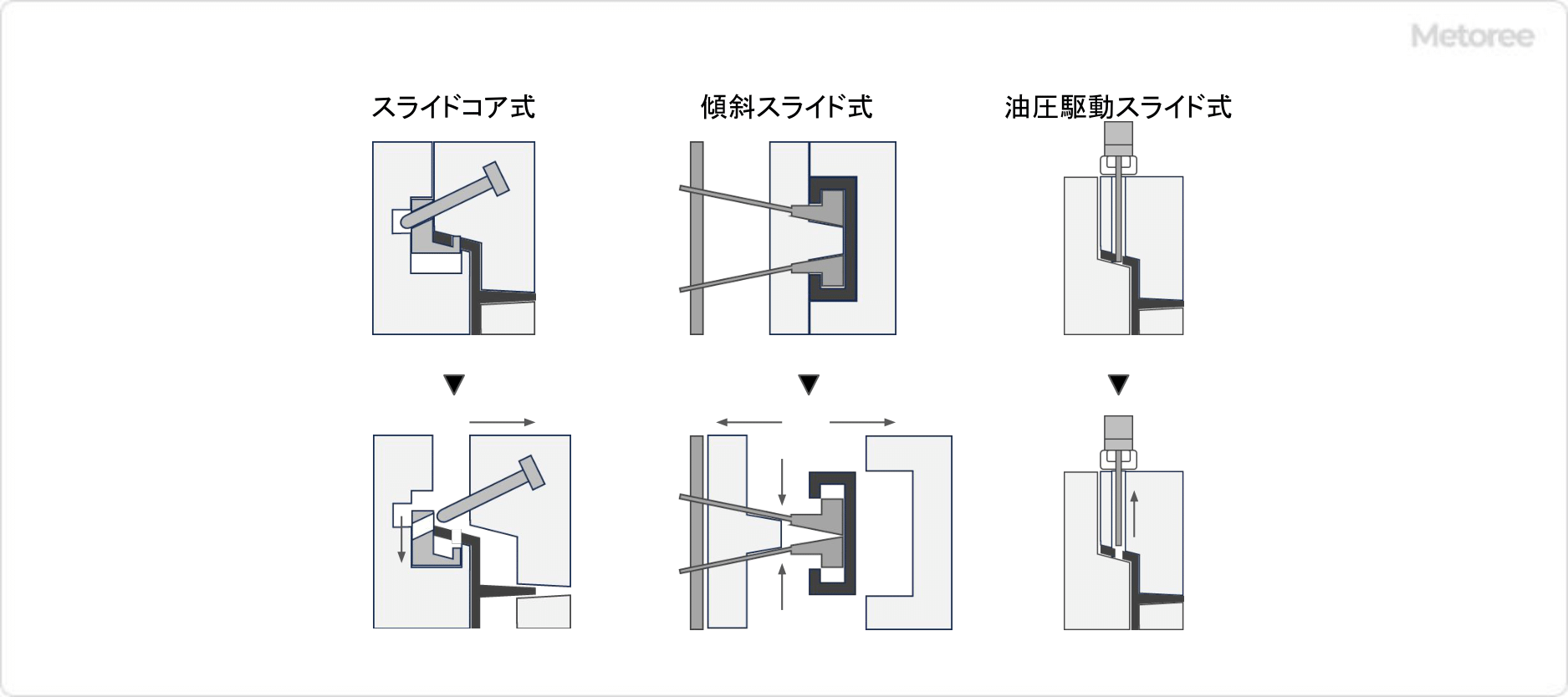
図3. アンダカット処理の種類
スライドコア方式
主にアンギュラピンとスライドコアを組み合わせた比較的単純な構造です。アンギュラピンは固定側の型に設けられます。可動側にはスライドコアがあります。可動側の型が固定側に近づくにつれ、アンギュラピンにスライドコアが接近。アンギュラピンとスライドコアの孔が勘合後、アンギュラピンの傾きによってスライドコアを動かし、アンダーカット部を形作ります。
傾斜スライド方式
小さなアンダーカット部の成形に用いられやすい方式です。アンギュラピンは使用しません。エジェクタプレートには、スライドロッドと傾斜スライドを動かすためのスライドユニットが設けられています。
成型完了後、型が開いたのち、可動側の型が固定側から離れるにつれて、スライドユニットが製品の内側まで移動し、製品をエジェクト (押し出し) します。金型の直動方向に対して、スライドユニットは直角方向に動くため、スライドロッドには大きな力を強います。スライドコア方式よりも高価な傾向です。
油圧駆動スライド方式
油圧シリンダを使用して、スライドコアを移動させる方式です。固定型側にスライド機構を設け、型開きとは別のアクションとしてスライドを移動させることができます。また、大きなスライドコアを動かすことができます。