はんだ槽とは
はんだ槽(英語: Solder bath)とは、溶けたはんだを容れるあるいは溶けたはんだで満たされた容器(槽)のことで、容器内ではんだを溶融状態で維持するためのヒーターを併設した機器や設備です。
はんだ槽は、はんだポットやはんだバスとも呼ばれています。はんだ付けする対象物の形状や数量により、実験室で使用できる卓上レベルの大きさから製造ラインで使用するような大がかりなものまで、サイズは様々です。
なお、はんだ槽には、槽の中ではんだが静止した状態となる静止タイプと槽内部にノズルがあり、はんだを噴流させる噴流タイプの2つのタイプがあります。
はんだ槽の使用用途
はんだ付けには、人が手で行う手はんだもありますが、はんだ槽を用いて行うはんだ付けは、比較的単純な対象物に対して安定した品質で大量に効率よくはんだ付けを行う場合に使用されます。
はんだ槽を使用するはんだの方法は、リード線のはんだ付けや、プリント基板への部品の実装などの分野に好適です。はんだ槽は、はんだ付けする際に使用します。人が手で行う手はんだに対して、はんだ槽によるはんだは、比較的単純な対象物に対して安定した品質で大量に効率よくはんだ付けを行う場合に使用されます。
はんだ槽の原理
はんだ槽は、溶融はんだを貯める容器とはんだを溶融状態にしておくためのヒーターから構成されています。熱量をかけてはんだを溶融した状態に保持するという単純な構造ですが、生産設備として導入されているはんだ槽は、はんだ槽の温度を細かく制御できたり、対象物をはんだ槽に運ぶコンベアが装備されているものが主流です。
なお、はんだ槽としては、はんだ液が槽内で静止している静止タイプとはんだを噴流させるノズルが装備されている噴出タイプがあります。はんだ槽内のはんだは溶融状態で空気に長時間触れていると酸化し、酸化物が生成されます。酸化物ははんだ付けする母材とはんだの濡れ性を悪化させ、はんだ不良を起こす大きな原因です。
そのため、酸化していない溶融はんだを常に供給することが良好なはんだ付けをおこなうための重要なポイントです。このことから、ノズルではんだ槽内部の溶融はんだを噴出させて母材に酸化していないはんだを接触させる方式の噴出タイプが多く使用されています。
静止タイプはもちろん、噴出タイプにおいても酸化物を取り除く対策が必要ですが、噴流タイプの方が常にはんだが流動しているので酸化物ができにくく、酸化物を除去する作業が少なくて済むというメリットがあります。
1. 静止タイプのはんだ槽を使ったはんだ付け
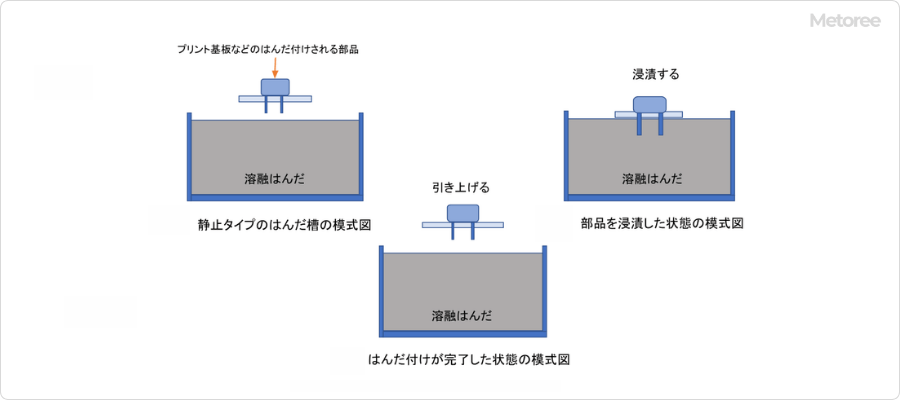
図1. 静止タイプのはんだ槽
図1の静止タイプのはんだ槽の模式図に示すように、はんだ槽の中に溶融はんだを配し、図2に示すように溶融はんだ内にプリント基板などはんだ付けする部品を浸漬し、引き上げればはんだ付け完了です。
2. 噴出タイプのはんだ槽を使ったはんだ付け
噴出タイプのはんだ槽を使ったはんだ付けは、噴出タイプのはんだ槽の模式図に示すように溶融はんだが入っているはんだ槽内にノズルを配しており、はんだ槽内の溶融はんだをノズルにより噴き上げて噴出させます。これをプリント基板などはんだ付けする部品に吹き付け、はんだ付け完了です。
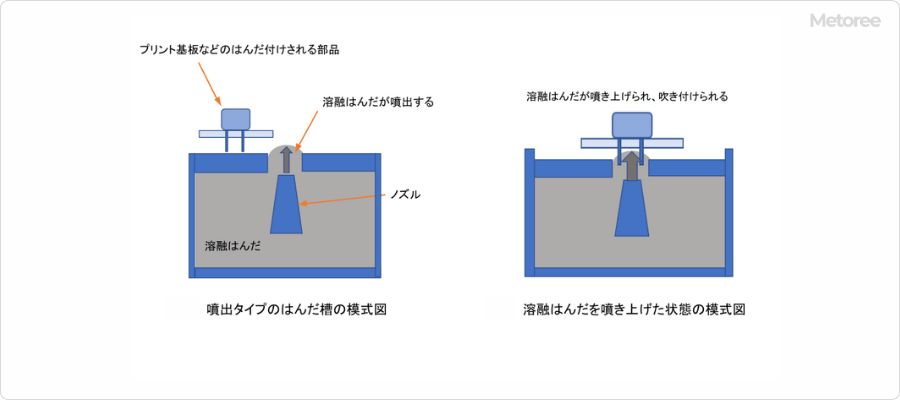
図2. 噴出タイプのはんだ槽
このような、はんだを噴出させるノズルが装備されているはんだ槽を使用する方法はフローはんだと呼ばれ、プリント基板製造分野で多く導入されています。具体的な装置の構造は、プリント基板にチップを組み込んだものをコンベアではんだ槽に運び、溶融したはんだを噴出させて基板と部品の所定の場所に実装するというもので、自動化された製造プロセスの一部に組み込まれています。
はんだのその他情報
1. はんだの種類
はんだを使う際、「フラックス」や「ヤニ」を使います。その目的はきれいな「はんだ付け」をするためです。「フラックス」は塩化アンモニウムや塩化亜鉛を含んだ液体です。
プリント基板上の不純物除去をして基板表面の洗浄を行い、きれいにはんだ付けができるようにする目的で使用されます。また、銅配線された基板面では配線面の酸化防止を行います。
「ヤニ」は「松やに」に含まれる成分により、はんだの酸化防止を行いきれいなはんだ付けの仕上げができるようにします。一般に「ヤニ」は「はんだ」に含まれていることが多く、「ヤニに入れはんだ」として販売されています。
2. はんだの材質
はんだ(英語:solder)は鉛とスズを主成分とする合金です。主に電子回路を構成するプリント基板に搭載した各種電子部品やコネクターを、プリント基板上の配線部と金属接合して通電可能とする為に使用されます。また、別の用途としては配管同士の金属結合にも広く使用されています。
はんだの歴史は、紀元前3000年ころのメソポタミア文明まで遡ります。銅製の器に銀製の取手を付ける場合に「銀-銅」はんだや「スズ-銀」はんだが使われていました。その後、ギリシャ-ローマ時代には現在主流となる「スズ-鉛」はんだが水道管の接合に使用されています。
その後、「鉛」の有毒性が明らかになり、EUが世界に先駆けて「スズ-鉛」はんだの使用規制(Rohs指令2006年施行)を実施しました。そして現在では、世界のはんだメーカーと電機メーカーが主体となり「鉛フリー」のはんだを開発し、広く世の中に普及しています。現在のはんだ合金の主成分は「スズ-銀-銅」系、「スズ-銅-ニッケル」系、「スズ-亜鉛-アルミ」系など、「鉛」を使用しないはんだが主流です。
はんだ槽は、溶融はんだを貯める容器とはんだを溶融状態にしておくためのヒーターから構成されています。熱量をかけてはんだを溶融した状態に保持するという単純な構造ですが、生産設備として導入されているはんだ槽は、はんだ槽の温度を細かく制御できたり、対象物をはんだ槽に運ぶコンベアやはんだを噴流させるノズルが装備されていたりするものが主流で、プリント基板製造分野でフローはんだと呼ばれる工程に導入されています。
フローはんだ工程で使用されるはんだ槽について説明します。この工程で使用されるはんだ槽は静止タイプと噴流タイプがあります。
はんだ槽のはんだは溶融状態で空気に長時間触れていると酸化し、酸化物が生成されます。酸化物は母材とはんだの濡れ性を悪化させ、はんだ不良を起こす原因となります。酸化していない溶融はんだを常に供給することが良好なはんだ付けに重要なポイントとなります。
どちらのタイプのはんだ槽もこれらの酸化物を取り除く対策が必要ですが、噴流タイプについては、ノズルではんだ槽内部の溶融はんだを噴出させて母材に酸化していないはんだを接触させる方式となっています。
3. はんだの温度
はんだの温度は、はんだ液によって異なりますが、鉛を含有するはんだで融点183℃、鉛フリーはんだが210℃前後であり、鉛フリーはんだの方が高い融点となります。このため、鉛フリーはんだは、なかなか溶けづらく濡れ広がり難しいとの欠点が指摘されてきました。
ただし、現在は従来の「スズ-鉛」系と遜色ない製品が開発されており、代表的な鉛フリーはんだとして有名な「スズ-銀-銅」(Sn96.5%、Ag3%、Cu0.5%)、「スズ-銅-ニッケル」(Sn99%、Cu0.7%、Ni他の添加物)の融点は217~227℃となります。
参考文献
http://www.kumikomi.net/archives/2010/11/ep35pri1.php?page=1
http://technitron.co.jp/3A1flowprcs/newpage3A1.html
https://www.hakko.com/japan/hikaru/pages/story9.html
https://www.adogawa.co.jp/cat_mounting/4026.html
https://www.renesas.com/jp/ja/document/semiconductor-package-mount-manual
https://www.jstage.jst.go.jp/article/sfj1970/28/7/28_7_301/_pdf/-char/ja