What Is a Dial Indicator?
A dial indicator is a measuring instrument used for measuring the length and runout of a workpiece. Similar in shape and function, some products are referred to as dial gauges.
Positioned on a foundation, a dial indicator measures the dimensional variance of a workpiece compared to a standard model, such as a block length gauge. Measurements can be in hundredths or thousandths of a millimeter. Accuracy is contingent on controlled temperature, measurement method, and the condition of the foundation and workpiece; without these controls, significant errors may occur.
Uses for Dial Indicators
Dial indicators are utilized in various applications, including:
- Measuring parts in precision instruments.
- Measuring small-diameter components.
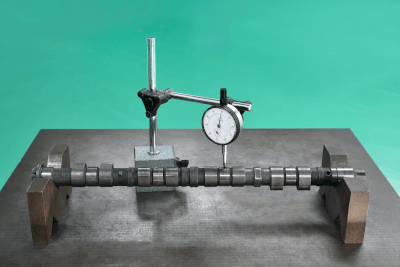
- Assessing the runout of circular parts.
Initially, the base of the dial indicator is set on a stable platform, with gauges or indicators placed on the base’s tip.
Next, a dimensional standard is positioned on the base, adjusted to be within the measurable range by touching the tip, and the indicator needle is set to 0 (zero).
After removing the standard, the workpiece is placed between the base and the measuring element. The needle’s indication at this point represents the dimensional difference between the standard and the workpiece, allowing for accurate measurement of the workpiece’s dimensions.
Principles of Dial Indicators
Dial indicators come in two types: the spindle type, where a rod-shaped measuring element moves vertically to indicate dimensional differences, and the lever type, used in confined spaces where the spindle type cannot fit.
The spindle type, common for simple shapes, features a vertically moving measuring element that can be easily aligned perpendicular to the base.
The lever type, ideal for narrow areas, has a tilting measuring element around its base. It must be installed nearly perpendicular to the direction of dimension change in the workpiece at the measurement point.
In both types, the measuring element’s motion causes the hand to swing like a clock. Dimensional differences from the standard are determined by setting the standard dimension to 0 on the model and reading the needle display while measuring the workpiece. Attention should be paid to the display’s resolution and the number of needle rotations, which must be visually confirmed during measurement.
With a defined measurement method and temperature control, even measurements in thousands of a millimeter can be achieved with high accuracy.