真円度測定器とは
真円度測定器とは、円筒や球などの断面が円形となる形状をした物体の真円度を測る装置です。
真円度は、JIS B 0621において「円形形体の幾何学的に正しい円からの狂いの大きさ」と定義されています。これは、測定された物体の断面形状を幾何学的に正しい2つの同心円で挟んだとき、その2つの円の半径差が最小となるものを真円度として表すということです。
真円度測定器には、検出器を固定して回転ステージにより測定対象を回転させるステージ回転型と、測定対象を固定して検出器が回転するプローブ回転型の2種類があります。
真円度測定器の使用用途
真円度測定器は、部品などのさまざまな物体の一断面における真円度を測定する際に使用されています。例えば、油圧回路のバルブや弁では、オイルのシール性や気密性を確保するために、高精度で厳しい寸法公差が設けられています。
ベアリング部品においては滑らかでフリクションの少ない軸受機能を果たすために、真円度は重要な特性です。機械部品でも、高精度を求められる部品の品質保証に用いられます。また、真円度を測定する目的は、軸物の寸法形状の測定だけではなく、表面性状を測る目的もあります。
真円度測定器の原理
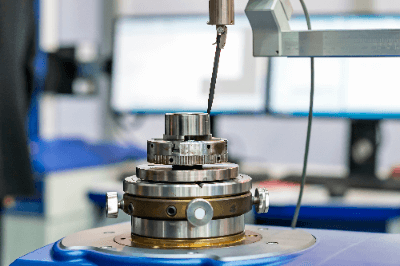
先に述べたように真円度測定器には2種類ありますが、動作の違いによるものです。どちらもメリットデメリットがありますが、ここではより高精度な測定が実現しやすいテーブル回転型の原理について述べます。
テーブル回転型の真円度測定器の構成は、ロータリエンコーダにて回転角を検出できる回転テーブルと、テーブルの回転と同期してワークの表面を変位を検出する検出器の2つです。測定対象を回転テーブルの上に載せて回転させながら、測定対象の表面の変位をプローブで検出します。回転角度とワーク表面の変位を360°記録して得られたプロファイルから、真円度が求められます。
真円度測定で気をつけなければならないのは、測定対象の中心軸と回転時にズレが生じると、振れ回りが発生して誤差の原因となることです。また、回転軸とプローブの変位方向の角度が直角でない場合も誤差につながります。
真円度測定器のその他情報
1. 基準円と真円度の種類
真円度を評価する際には基準となる基準円を定義する必要があります。基準円の求め方には4種類あり、基準円に合わせてそれぞれ真円度が定義されます。
最小二乗基準円 (LSC)
最小二乗基準円とは、この基準円を測定対象物に当てはめた際に、基準円よりも外側にある部分の面積と、基準円より内側にある面積が等しくなる基準円です。この最小二乗基準円から最も近い部分の距離と、最も遠い部分の距離との差が、最小二乗真円度として評価されます。
最小領域基準円 (MZC)
最小領域基準円は、測定対象物を外側と内側から挟むように配置した2つの円のうち、2つの円の直径の差が最小になる同心円であり、2つの円の差が最小領域真円度として評価されます。JISの定義に則した基準円と真円度です。
最小外接円 (MCC)
最小外接円は測定対象をすべて囲むことができる円で直径が最小になる円です。最小外接円から測定対象の輪郭まで、最も遠い距離が最小外接真円度として評価されます。
最大内接円 (MIC)
最大内接円は測定対象に対して内接する円の中で、最も大きな円です。最大内接円から測定対象の輪郭まで、最も遠い距離が最大内接真円度として評価されます。
2. 真円度と円筒度の違い
真円度に類似した幾何公差に円筒度があります。両者の違いは評価する範囲の違いです。真円度は任意の断面について評価しますが、円筒度では軸方向にある範囲を持った評価が行われます。
評価範囲が真円度よりも広いので、精度を確保することは難しくなります。真円度と円筒度のどちらを指示するのかは、部品の機能から判断することが大切です。真円度はテーパー形状など、断面によって直径が異なる形状にも評価できますが、円筒度は軸方向に同一直径をもつ円柱にしか指示できません。
参考文献
https://www.jstage.jst.go.jp/article/jjspe/82/9/82_803/_pdf