Was ist ein Rundheitsmessgerät?
Rundheitsmessgeräte sind Geräte zur Messung der Rundheit von Objekten mit kreisförmigem Querschnitt, wie z. B. Zylindern und Kugeln.
Die Rundheit ist der Betrag der Abweichung eines kreisförmigen Objekts von einem geometrisch korrekten Kreis. Das bedeutet, dass, wenn die Querschnittsform des gemessenen Objekts zwischen zwei geometrisch korrekten konzentrischen Kreisen liegt, die Rundheit als minimaler Radiusunterschied zwischen den beiden Kreisen ausgedrückt wird.
Es gibt zwei Arten von Rundheitsmessgeräten: den tischdrehenden Typ, bei dem der Detektor fixiert ist und das Messobjekt durch einen Drehtisch gedreht wird, sowie den tasterdrehenden Typ, bei dem das Messobjekt fixiert ist und der Detektor rotiert.
Anwendungen von Rundheitsmessgeräten
Rundheitsmessgeräte werden verwendet, um die Rundheit verschiedener Objekte, z. B. von Teilen, in einem einzigen Querschnitt zu messen. So unterliegen beispielsweise Ventile in Hydraulikkreisen einer hohen Präzision und engen Maßtoleranzen, um die Öldichtung und Dichtheit zu gewährleisten.
Bei Lagerkomponenten ist die Rundheit ein wichtiges Merkmal für eine reibungslose und reibungslose Funktion der Lager. Sie wird auch zur Qualitätssicherung bei mechanischen Bauteilen verwendet, bei denen hohe Präzision erforderlich ist. Bei der Messung der Rundheit geht es nicht nur um die Bestimmung der Form von Wellen, sondern auch um die Messung von Oberflächeneigenschaften.
Funktionsweise der Rundheitsmessgeräte
Wie bereits erwähnt, gibt es zwei Arten von Rundheitsmessgeräten, die sich in ihrer Funktionsweise unterscheiden. Beide haben ihre Vor- und Nachteile, doch wird hier das Prinzip des Drehtischtyps beschrieben, der für genauere Messungen einfacher zu verwenden ist.
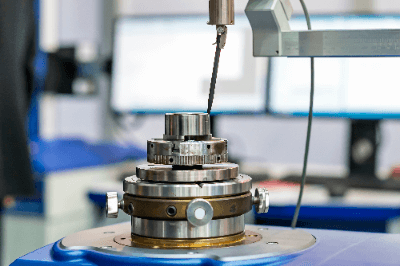
Ein Rundheitsmessgerät vom Typ Drehtisch besteht aus einem Drehtisch, dessen Drehwinkel mit einem Drehgeber erfasst werden kann, und einem Detektor, der die Verschiebung der Werkstückoberfläche synchron mit der Drehung des Tisches erfasst. Das zu messende Objekt wird auf den Drehtisch gelegt und gedreht, während die Verschiebung der Oberfläche des Werkstücks durch einen Taster erfasst wird. Die Rundheit wird anhand des Profils bestimmt, das durch Aufzeichnung des Drehwinkels und der Verschiebung der Werkstückoberfläche über 360 ° erhalten wird.
Bei der Messung der Rundheit ist Vorsicht geboten, da jede Fehlausrichtung zwischen der Mittelachse des Messobjekts und der Drehung einen Rundlauf verursachen und zu Fehlern führen kann. Auch wenn der Winkel zwischen der Drehachse und der Verschiebungsrichtung des Messtasters nicht senkrecht ist, kann dies zu Fehlern führen.
Weitere Informationen zu Rundheitsmessgeräten
1. Bezugskreis und Rundheitstypen
Bei der Bewertung der Rundheit ist es erforderlich, einen Bezugskreis zu definieren. Es gibt vier verschiedene Arten, den Bezugskreis zu bestimmen, die jeweils die Rundheit in Abhängigkeit vom Bezugskreis definieren.
Kreis der kleinsten Quadrate (LSC)
Der Kreis der kleinsten Quadrate ist ein Bezugskreis, bei dem die Fläche außerhalb des Bezugskreises gleich der Fläche innerhalb des Bezugskreises ist, wenn der Bezugskreis an das zu messende Objekt angelegt wird. Die Differenz zwischen dem Abstand des nächstgelegenen Teils und dem Abstand des am weitesten entfernten Teils von diesem kleinsten quadratischen Bezugskreis wird als kleinste quadratische Kreisform bewertet.
Minimaler Flächenbezugskreis (MZC)
Der flächenmäßig kleinste Bezugskreis ist der konzentrische Kreis mit der geringsten Durchmesserdifferenz zwischen den beiden Kreisen, die zwischen dem von außen und dem von innen gemessenen Objekt liegen.
Minimaler umschriebener Kreis (MCC)
Der kleinste umschriebene Kreis ist der Kreis mit dem kleinsten Durchmesser, der das gesamte Messobjekt umschließen kann. Als minimale Umkreisung wird der weiteste Abstand des minimalen Umkreises zur Kontur des Messobjekts gewertet.
Maximaler Inkreis (MIC)
Der maximale Inkreis ist der größte auf dem Messobjekt eingeschriebene Kreis. Der weiteste Abstand des maximalen Inkreises zur Kontur des Messobjekts wird als maximale Inkreisförmigkeit gewertet.
2. Unterschied zwischen Rundheit und Zylindrizität
Eine der Rundheit ähnliche geometrische Toleranz ist die Zylindrizität. Der Unterschied zwischen den beiden ist der zu bewertende Bereich. Die Rundheit wird für einen beliebigen Querschnitt bewertet, während die Zylindrizität mit einem bestimmten Bereich in axialer Richtung bewertet wird.
Da der Bewertungsbereich größer ist als der der Rundheit, ist es schwieriger, die Genauigkeit zu gewährleisten. Es ist wichtig zu entscheiden, ob die Rundheit oder die Zylindrizität auf der Grundlage der Funktion des Teils angegeben werden soll. Die Rundheit kann für Formen mit unterschiedlichen Durchmessern in verschiedenen Querschnitten, wie z. B. konische Formen, bewertet werden, während die Zylindrizität nur für Zylinder mit demselben Durchmesser in axialer Richtung angegeben werden kann.