Qu’est-ce qu’un outil de tour ?
 Un outil de tour est un type de machine-outil destiné au travail des métaux.
Un outil de tour est un type de machine-outil destiné au travail des métaux.
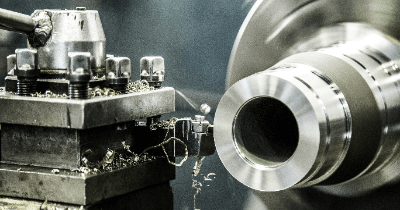
Il s’agit d’une machine dans laquelle le matériau à usiner est fixé sur une base rotative appelée mandrin, et un outil de coupe appelé mors est appliqué à la pièce pour lui donner la forme souhaitée.
Un outil de tour se compose d’un “support de broche”, d’un “banc”, d’une “contre-pointe”, d’une “alimentation”, d’un “support alternatif”, etc. En changeant le type d’octet, il est possible de réaliser différents types d’usinage avec une seule machine, tels que le “tournage extérieur”, l'”usinage du diamètre intérieur”, la “rectification de la face frontale”, la “rectification du cône”, le “filetage” et le “tronçonnage”. Comme le matériau est usiné en rotation, il est souvent utilisé pour l’usinage de matériaux circulaires.
Utilisations des outils de tour
Les outils de tour sont souvent utilisés pour l’usinage de formes circulaires ou coniques, car le matériau est usiné en rotation.
On les retrouve particulièrement dans les produits industriels ronds tels que les vis, les boulons et les arbres, mais ils sont également largement utilisés pour les articles de la vie quotidienne tels que les poignées de porte et les pièces de chaises.
L’utilisation généralisée des outils de tour à commande numérique, qui contrôlent numériquement tous les éléments, du changement de lame aux vitesses d’avance et aux positions des coordonnées, a permis de produire de grandes quantités de pièces de haute qualité, ce qui les rend indispensables à la production de pièces en série.
Principe des outils de tour
Un outil de tour se compose de cinq éléments de base.
1. Le bâti de la broche
Le socle de la broche intègre le moteur et la transmission utilisés pour faire tourner la matière et est responsable du contrôle du nombre de tours et du sens de rotation. L’unité de vitesse de rotation est le RPM, qui indique le nombre de tours que la broche effectue par minute.
2. Le lit
Le banc est la large surface en forme de table qui supporte la contre-pointe et le plateau alternatif du tour. Lorsque la contre-pointe est déplacée, elle glisse sur le banc. Les rails métalliques du banc sont en contact avec les surfaces de glissement de la contre-pointe. Il est donc conseillé de nettoyer régulièrement les copeaux du banc afin d’éviter que les rails ne soient rayés.
3. La table à mouvement alternatif
Il s’agit d’une plate-forme permettant de déplacer la lame montée sur le porte-outil d’avant en arrière, de gauche à droite. Il convient d’être prudent lors de l’utilisation de la table à mouvement alternatif, car une trop grande proximité avec le mandrin en rotation peut entraîner un contact entre le porte-outil et le mandrin, ce qui risquerait de provoquer un accident.
4. Le dispositif de placement
Comme la table alternative, ce dispositif est utilisé pour déplacer la fraise d’avant en arrière, de gauche à droite, mais il peut être actionné par incréments de 0,01 mm par rapport à la table alternative et est utilisé pour l’usinage de précision afin de finir la pièce selon les dimensions.
5. La table de centrage
La table située sur le banc à l’opposé de la table de la broche est la table de centrage. Elle est principalement utilisée pour soutenir et fixer de longues pièces depuis le côté opposé et pour monter des forets pour le perçage.
Comment utiliser un outil de tour ?
Tout d’abord, en fonction de la taille, du matériau, de la forme et de la pièce à usiner, on sélectionne l’outil de coupe approprié (octet) et on détermine les conditions d’usinage, telles que la vitesse de coupe et la vitesse de la broche. Ensuite, la pièce est fixée sur le mandrin et l’outil est fixé sur le porte-outil en ajustant la hauteur de l’arête de coupe pour qu’elle corresponde à la hauteur du centre.
Une fois que le bord de la pièce a été rectifié à plat (meulage de face), le foret de centrage est placé sur la contre-pointe et approché de la pièce, le foret est placé au centre de la pièce (centrage), la norme d’usinage est réglée et le tour est tourné selon le dessin.
Comment choisir un outil de tour ?
Lors de la sélection d’un outil de tour, il convient de vérifier les spécifications suivantes.
1. Distance entre les centres
Il s’agit de la distance entre la broche et la table de centrage, qui représente la longueur maximale de la pièce à usiner. Dans les opérations de tours proprement dites, un mandrin est monté sur la broche pour fixer la pièce à usiner. Un foret ou un autre outil est également monté sur la poupée, de sorte que seul le matériau plus court que l’entraxe puisse être usiné. La plage d’usinage réelle est d’environ 60 à 70 % de l’entraxe.
Dans le cas de l’usinage du diamètre intérieur, l’outil monté sur le porte-outil de la table à mouvement alternatif est utilisé pour couper l’intérieur de la pièce, ce qui interfère avec la table à mouvement alternatif, réduisant encore la longueur du matériau pouvant être usiné.
2. Montée du banc
La distance entre le banc et la broche multipliée par deux représente le diamètre maximal du matériau cylindrique qui peut être usiné sans toucher le banc.
Dans la pratique, le diamètre de la matière à usiner est limité par le diamètre du mandrin, la pièce étant fixée à l’aide d’un mandrin monté sur la broche.
Pour l’entraxe et l’oscillation au-dessus du banc, il faut choisir une taille qui permette de tenir compte de la taille du matériau à usiner. Cependant, les tours ne sont pas des machines que l’on peut facilement remplacer une fois qu’elles ont été achetées et installées. L’espace d’installation et le prix doivent également être pris en compte lors de la sélection.