監修:トックス プレソテクニック株式会社
異種金属接合とは
昨今、自動車の電動化により、軽量化や高強度化を目的としたアルミの採用が増えてきております。
車体やバッテリーケースなどではアルミと鉄、バッテリーやモーター、電子部品ではアルミと銅など異種金属(マルチマテリアル)を採用するケースが増えており、そこで重要なのが異種金属接合(異材接合)です。
異種金属接合には、機械的接合(カシメ、リベットなど)、化学的接合(接着剤など)、冶金的接合(溶接など)がありますが、その中で設備投資が最小限でランニングコストの低い機械的接合であるカシメ接合が注目されております。
カシメ接合は溶接に比べ品質確保が容易で、リベットやボルト・ナットなどの副資材を用いません。
また、冷間接合のためスパッタヒューム、熱などは一切発生しないため、昨今のカーボンニュートラル化によるCO2削減にも効果的と言われており、非常に注目されております。
異種金属接合の使用用途
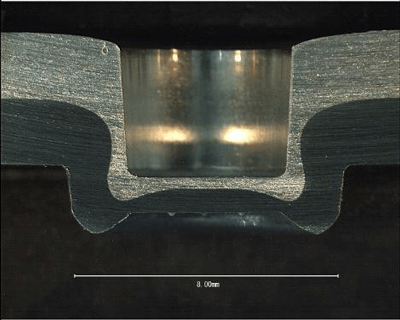
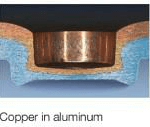
 銅とアルミ 銅とアルミ |
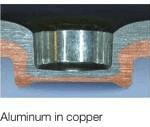
 アルミと銅 アルミと銅 |
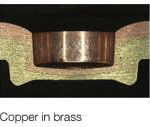 真鍮と銅 真鍮と銅 |
 鉄の3枚接合 鉄の3枚接合 |
上記の様に様々な異種金属の組み合わせを簡単に接合することができます。
最近では車体以外にも自動車のバッテリーや電子部品のバスバーなどにも異種金属接合が使用されてきております。
異種金属でのカシメ接合では、メリット・デメリットは以下のように考えられます。
メリット
- スパッタ・フュームが発生しない
- 異種金属接合が容易
- メッキ材の前処理・後処理不要:メッキ材を剥がさずに接合する事が可能
- ランニングコスト、設備投資コスト削減
- 高い動的強度・高い再現性
- 多点同時打が可能 例)10打点同時打ちなど
- 導電部への接合:接触面積が増えるため、電気抵抗値を上げずに接合が可能
※詳細はこちらを参照ください。 - 接合部の品質管理が容易:破壊試験は行いません。
デメリット
- 静的強度がスポット溶接に比べ50%~70%ほど
→打点数を増やす、または接合径を大きくするなどの対策があります。 - 凹凸が発生
- 両側アクセスが必要
異種金属接合の原理
異種金属のカシメ接合は、金属の塑性変形を利用してポンチからダイ側に材料を押し込む、非常にシンプルな接合技術です。
工程的にはプレスに非常に近いです。また、溶接とは違い、電気や熱を使用しない冷間加工による接合工法です。そのため金属の溶融点などを気にする必要はありません。
例えばアルミと鉄を溶接で接合する場合、接合面に発生する金属間化合物により接合品質の管理が課題となりますが、カシメ接合ではそれらを気にせず容易に接合する事が可能です。
また、リベットなどの副資材も使いませんのでコストダウンや軽量化にも貢献できます。
以下の動画が分かりやすいかと思います。
カシメ接合の実演動画
本記事は異種金属接合を提供するトックス プレソテクニック株式会社様に監修を頂きました。
トックス プレソテクニック株式会社の会社概要はこちら