ザグリ加工とは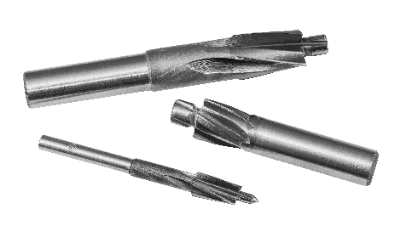
ザグリ加工とは、めねじ加工や穴加工の入口に、最初に加工した穴やめねじよりも大きい径の穴を空ける加工です。
断面から見ると段付きの構造になっています。金属または木材に加工に使用し、主にボルト頭が取付面から外にはみ出さないようにするのが目的です。
ザグリ加工の使用用途
ザグリ加工は、ボルトやねじの緩み防止、美観性の向上、怪我の防止などを目的として行われます。具体的には、以下のような加工が行われます。
- 鋳物の加工面など凹凸がある平面にザグリ加工を行い平坦にすることで、容易に穴あけができるようにする。
- ボルト座金の接触面を平坦にする。
- ねじまたはボルトを取り付けるときに、ボルトのヘッド部分がボルトを取り付けた部品から、はみ出さないようにすることで、相手部品の平面同士がきちんと接触できるようにする。
ボルトが面から頭が出ないように取付ける場合は、六角穴付きボルトなど、スパナを使用しないボルトを使います。ボルトの頭が円錐形の場合は、皿ザグリという穴の縁を円錐形状に加工します。
ザグリ加工の原理
ザグリ加工はドリルで穴開け加工をした後に、エンドミルによって目的の大きさと深さに加工されます。また、ドリル加工とエンドミル加工を一度に行える、ザグリドリルもあります。
ザグリドリルとは、段付き形状になったドリルです。先端の細い軸の部分でドリルの穴加工を行い、根本側の太い軸の部分でザグリ加工を行います。
目的のザグリ深さまでザグリドリルを通すことによって、目的のドリル穴とザグリ加工ができる形状のザグリドリルを使う必要があります。
ザグリ加工の種類
ザグリ加工には、大きく分けて以下の4種類があります。
1. ザグリ
穴に対して表面をさらう程度のザグリです。ボルトの締め付け力を確保するために加工します。
2. 深ザグリ
ボルトの頭が隠れる程度に、ザグリの深さを指定します。通常のザグリ加工は深さ1mm程度ですが、より深いザグリに対しては深ザグリと呼ばれます。
3. 皿ザグリ
皿ねじを使うときに行われます。ねじ頭の形状に合わせて、傾斜した円錐状の穴を開ける加工です。「皿モミ」と呼んでいる現場もあります。
4. 裏ザグリ
加工方向とは反対側に、ザグリ加工します。
ザグリ加工のその他情報
1. ザグリ加工の図面表記
ザグリ加工の図面表記はJISで規定されていますが、現状の製造現場においては、旧JIS規格と現在のJIS規格とが、混在しているのが実情です。旧JIS規格の図面では、「12キリ、20ザグリ深さ6.5」のように言葉と数字を使って指定します。
また、旧JIS規格では、浅いザグリの深さは表記していませんでした。それに対して、現在のJIS規格では、記号を用いてザグリ径の大きさとザグリ深さを表します。ザグリ径はカタカナのコの字を90°回転させた形状で表し、ザグリ深さは横棒と下向きの矢印で表します。
イメージとしても捉えやすい記号なので、間違いが起きる可能性は少ないですが、ザグリの図面表記には現状では旧JISと現行JISの2つの表記方法が混在していることを覚えておくと良いです。また、現行のJISでは、ザグリ深さの表記は必須になっています。
2. ザグリ加工を行う際の注意点
ザグリ加工を行う上で、以下点に注意する必要があります。
加工に必要な面積
ザグリを行う位置は、縁との距離を考慮する必要があります。縁の距離とザグリの半径がほぼ一致する場所では薄い段付きの形状が残ってしまい、使用上好ましくありません。
ザグリ深さおよび径
日本産業規格 (JISB1176:六角穴付きボルト) には、ボルトに対するザグリ深さおよび径の寸法が規定されています。取付けるボルト径に応じて、本規格を参照しましょう。
工具
ザグリドリルというザグリの専用工具があります。先端が細い段付きの形状で、一度の回転で穴とザグリの加工を同時に行うことが可能です。ザグリドリルはボール盤に取付けて使用します。
反対側からザグリを行う裏ザグリを行う場合は、先端が偏心し片側に出っ張った工具を使用します。挿入時に1回目に開けた穴と工具が干渉しない構造です。