プレスブレーキとは
プレスブレーキ (英: press brake) とは、金属板に圧力をかけて曲げて加工するための代表的なプレス機械のことです。
一般的に4m程度までの長さで厚み0.5~5mm程度のステンレス・アルミ・鉄鋼などの金属板を曲げる工作機械です。パンチ (英: punch) とダイ (英: die) の間に板材を挟み、プレス圧力を印加して金属板の曲げ加工を行います。
プレスブレーキの名称の由来は、NCがない時代にプレス機のブレーキを巧みに操りながら曲げ加工をしていたためだと言われています。
プレスブレーキの使用用途
主にプレスブレーキは比較的薄いアルミ板やステンレス板などの正確な曲げに用いられ、曲げの仕様は様々です。最も一般的な用途は90度曲げで、L字曲げとも呼ばれます。金属板はスプリングバック (英: springback) と呼ばれる元の形状へ戻ろうとする弾性に起因した反りが存在するため、高精度が期待される曲げ加工には、ダイへの押し込みの圧力と金属板をセットする位置決めが重要です。
L字以外にもU字・V字・Z字に加えて、折りたたむ形状のヘミング加工や複雑な曲線加工の成形加工などがあります。
プレスブレーキを用いるメリットは、高効率で高精度な点です。短期間で高ボリュームに対応できます。
プレスブレーキの原理
作業工程は以下の通りです。
1. 加工前
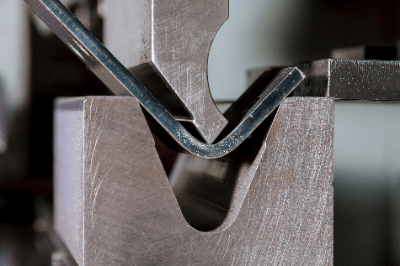
パンチとダイの間に金属板を挟んで稼働します。パンチは先の尖った上金型で、ダイはV字型の溝が付いた下金型です。
曲げ加工の精度を高めるためには、板材の位置決めが重要です。バックゲージ (英: backgauge) と呼ばれる突き当てを使い、板材をバックゲージまで押し込んで位置を決めます。近年はNC化されたバックゲージが多いです。曲げの順序に合わせて、工程ごとに自動で位置が変わります。
金型の着脱には、自動金型交換システム (英: Quick Die Change) やワンタッチ式があります。自動金型交換システムはクイックダイチェンジ (QDC) とも呼ばれ、金型段取りを短縮でき、自動運転が長時間可能です。
2. 加工中
板材にパンチを押し込んで、曲げ加工を行います。板材が固定されていないため、成形品の跳ね上げ・落下・腰折れなどに注意する必要があります。
工具の形状やサイズを変えると、様々な角度や幾何学的形状のワークに対応可能です。
2段曲げやストライキング (英: striking) などにより、板材の反りを抑制可能です。角度が異なる金型を複数取り付け、長い作業スペースを利用して同時に加工すると生産性が向上します。
プレスブレーキの構造
プレスブレーキのフレームの形状にはC型とストレートサイド型 (門型) があり、高圧耐性に優れたストレートサイド型がよく用いられます。いずれもラムをスライドさせて、パンチを押し込みます。機械の横幅が広い上下動の駆動装置には、複数フレームが組み込まれていることも多いです。
プレスブレーキの種類
駆動方式は以下の4種類に大別されます。
1. 機械式
機械式は、モーターの回転運動によってラムを駆動させるタイプです。スライドの駆動に用いるクランクやコネクティングロッドが2組以上あるクランクプレスの一種で、小型部品の迅速な曲げ加工に向いています。
以前は動力部分がクランク形状の機械式が多かったものの、圧力の調整や加工速度の制御が難しいため、あまり用いられていません。近年では製造メーカーも限られます。
2. 油圧式
油圧式は、近年最も使用されている駆動方式です。油圧シリンダをプレス動力に用います。比較的コンパクトな構造にも関わらず、得られる加圧能力は高いです。
3. サーボ式
サーボ式は、サーボモーターを用いてプレス動力を得る駆動方式です。制御性が良く、加工速度を自由に変更でき、メンテナンス費用が安いです。ただし一般的に油圧式よりも加圧能力は低いです。
4. 油圧サーボ (ハイブリッド) 方式
油圧サーボ方式は、近年登場した駆動方式です。油圧式とサーボ式の両方の長所を維持したタイプで、ハイブリッド方式とも呼ばれます。
油圧ポンプをサーボモーターで駆動するため、高い制御性と油圧式の大きな加圧を同時に得られます。発熱も少なく、油圧式単独に比べて作動に要する油量も少ないです。