What Is Electrical Discharge Machining (EDM)?
EDM is a machining method in which the surface of the workpiece is removed by heat emitted from the electrode material.
The workpiece is fixed to the bed of the processing machine, and under an environment of water, oil, or a water-oil mixture. An electric current is applied between the workpiece and the electrode material (shape electrode or wire electrode) to remove the workpiece surface using the heat emitted from the electrode material.
In general, machining speed is lower than that of cutting, but the desired shape can be faithfully reproduced. However, the material to be processed must be able to conduct electricity. It is not suitable for processing plastic, wood, ceramics, or materials with insulation coatings.
Uses of EDM
1. Engraving EDM Processing
This process is used for various types of dies and molds. Shape electrodes are used to process fine patterns that are difficult to express by cutting or when the cutter radius cannot be removed by cutting.
Most plastic, die-cast, and forged products are made using this process. This method is used especially when a regular surface shape is required, or when a very fine radius is required at the corners. It is also used when the workpiece is very hard or brittle and cannot be machined by cutting.
2. Wire EDM Processing
High-precision processing is possible for the metal material to be processed. Generally, this is a two-dimensional process, but tapered processing is also possible. The unique feature of this method is that it can process any workpiece, but it is necessary to select the processing conditions and liquid for each workpiece. Liquid refers to water, oil, or a mixture of oil and water.
3. EDM for Small Holes
Fine-hole EDM is capable of machining small holes with diameters from 0.3 mm to 3 mm in the metal material to be processed. The principle is the same as that of a square EDM machine, but the electrode is a thin wire, and depending on the length of the hole to be drilled, it may take longer. When drilling small holes with cutting, the holes may be drilled at an angle due to the drill characteristics. Small hole EDM can drill holes vertically compared to cutting.
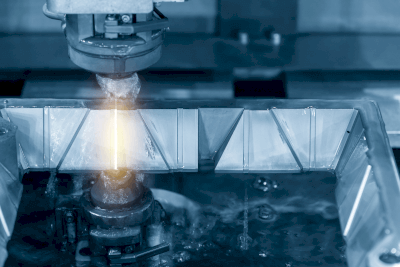
Principle of EDM
When voltage of 100 volts is applied between the EDM electrode and the workpiece and the distance between the electrode and the workpiece is reduced to a few tens of microns. An electrical discharge phenomenon occurs between the electrode and the workpiece, and sparks are generated. To prevent the sparks from igniting other materials, processing is performed in an environment with water, oil, or water oil. The heat radiation (6,000°C or higher) generated by the sparks melts the surface of the workpiece and removes the surface. The desired shape is created by using the electrical discharge phenomenon generated by the use of an electric circuit (pulse circuit).
Types of EDM
1. Engraving EDM Processing
The electrode material is mainly a conductive metal such as copper, graphite, or tungsten. EDM is applied between the workpiece and the electrode at a rate of over 1,000 times per second to melt the surface of the workpiece into the desired shape.
2. Wire EDM Processing
The electrode material is an ultra-fine metal wire (zinc, brass, etc., 0.05 mm or more in diameter), and EDM is applied between the workpiece and the electrode. Two-dimensional processing is performed while the metal wire melts the workpiece in minute amounts. The electrode does not touch the workpiece, but removes the shape in the processing fluid (water, oil, or water-oil mixture).
One of the characteristics of wire EDM is that it is possible to create a surface with a good surface roughness by repeatedly oscillating the electrode (known as low-run machining). This machining method is suitable for precision machining because it produces a machined surface with lower surface roughness than cutting.
3. Small-Hole EDM
A rod electrode (copper, brass, tungsten, etc.) is used as the electrode material. A fine hole can be processed by placing the electrode close to the workpiece to generate EDM and remove the metal.
Other Information on EDM
1. Problems With EDM
Although EDM is capable of fine processing, there are some problems.
EDM cannot process a workpiece that does not conduct electricity. Also, the amount of workpiece removal is small, so the process takes a long time and is not suitable as a mass-production processing method.
The electrodes used in EDM wear not only the workpiece but also the electrodes. It is necessary to prepare a spare electrode and replace it as necessary. Especially in die-sinking EDM, it is necessary to make shaped electrodes, and it is necessary to estimate the labour hours required to make electrodes.
2. Equipment Required for EDM
EDM machines are required for each processing method (engraving EDM, wire EDM, and small-hole EDM), and most machines are NC-equipped and controlled by NC programs. Recent technological innovations have allowed some machines to be equipped with complex moving robot arms, which have the advantage of automating the transfer of the workpiece and electrode.