What Is a Cylindrical Grinder?
A cylindrical grinder is a machine tool that grinds the outer diameter of cylindrical workpieces using a rotating grinding wheel.
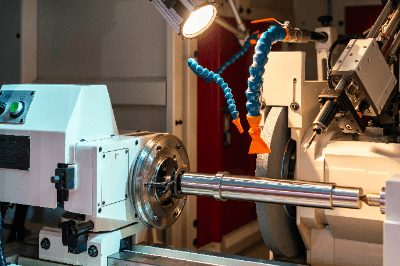
Its basic structure includes a wheel head that moves back and forth on the bed via a slide mechanism, utilizing ball screws and servo motors. Additionally, there is a table that can move in the left and right directions to any desired position.
The workpiece is supported at both ends in the center and rotated by the spindle head at the left end of the table and by the center press head at the right end. As the wheel head advances, the rotating grinding wheel contacts and grinds the workpiece.
The primary application of a cylindrical grinder is the precision machining of the outer surfaces of cylindrical shafts.
Uses of Cylindrical Grinders
Cylindrical grinders are mainly utilized for machining cylindrical, stepped, and tapered shafts of machine parts, automotive components, and electronic devices. They grind the external surfaces of cylindrical workpieces by supporting them at both ends with centers.
The advantage of using a cylindrical grinder lies in its ability to finish workpieces with a high degree of accuracy. Additionally, the support at both centers means the grinding process is not affected by grooves or imperfections on the workpiece’s outer diameter, ensuring better roundness and cylindricity.
The main drawback of cylindrical grinders is the time required to set up and remove workpieces, making centerless grinders more efficient for mass production. However, cylindrical grinders are ideal for small-quantity, high-diversity production, especially for workpieces requiring complex shapes and high precision.
Some universal cylindrical grinders feature a swivel table that supports both the wheel head and the workpiece, enabling not just cylindrical grinding but also internal, taper, and end-face grinding.
Principle of Cylindrical Grinders
Cylindrical grinders employ three primary grinding methods:
1. Traverse Grinding
In traverse grinding, the table moves side to side, allowing the grinding wheel to cut across the workpiece. This method is suitable for long cylindrical workpieces and improves surface roughness by alternating the direction of the grind with each pass of the table.
2. Plunge Grinding
Plunge grinding involves moving the table to the grinding position and then cutting into the workpiece with the grinding wheel, without moving the table during the grind. This method is efficient for shorter workpieces and allows for effective force transmission.
3. Angular Grinding
Angular grinding sets the wheel spindle at an angle to the table, enabling the grinding of both the outer diameter and end faces of cylindrical shapes, such as stepped workpieces, in one operation. After the final infeed, a spark-out period ensures improved surface roughness and roundness.
Other Information on Cylindrical Grinders
1. The Difference Between a Cylindrical Grinder and a Lathe
Both cylindrical grinders and lathes are used for processing the cylindrical outside diameters of workpieces. However, in a lathe, a stationary cutting tool contacts a rotating workpiece, whereas in a cylindrical grinder, both the workpiece and the grinding wheel rotate, enabling precision grinding.
Lathes can remove more material in a single pass, making them more efficient for roughing. Cylindrical grinders, while less efficient for roughing due to slower material removal and quicker grinding wheel wear, are ideal for finishing operations, especially on hard materials like hardened steel, where lathes may struggle.
2. Accuracy of Cylindrical Grinder
Cylindrical grinders, with their abrasive grains, bonding material, and pores, achieve high-precision machining up to an accuracy of 1 µm. They offer smoother surfaces and more accurate roundness than centerless grinders, making them superior for precision machining of long or thin workpieces, with specific measures taken to control material deflection during the process.