放電加工
会社・業者46社一覧【2024年】
放電加工についての概要、用途、原理などをご説明します。また、放電加工を提供する会社・業者46社一覧や企業ランキングも掲載しておりますので是非ご覧ください。放電加工関連企業の2024年3月注目ランキングは1位:株式会社エージェンシーアシスト、2位:トキワ精工株式会社、3位:スターロイ産業株式会社となっています。
放電加工と関連するカテゴリ
放電加工とは
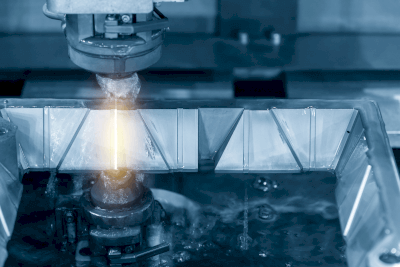
放電加工とは、電極材から発する熱で被加工物表面を除去する加工方法の一つです。
加工機ベッドに固定された被加工物を水または油または水油混合の環境下において、被加工物と電極材(形状電極やワイヤー電極)の間に通電現象を起こして、電極材から発する熱で被加工物表面を除去します。
一般的に切削加工と比較して加工速度は低下しますが、得たい形状を忠実に再現できます。ただし、被加工材は通電できることが条件で、プラスチックや木材やセラミックや絶縁コートしてある材料の加工には不向きです。
放電加工の使用用途
1. 形彫り放電加⼯
各種の金型で利用されています。切削加工では表現しにくい細かな模様や、切削加工ではカッターR部が除去できない場合に形状電極を用いて加工されます。
プラスチック製品やダイカスト製品および鍛造製品のほとんどは、この加工法が応用されて金型が作られます。特に表面を規則正しい形状にしたい場合や、コーナ部に非常に細かいR形状が求められる場面で活用されています。また被加工物が非常に固い場合やもろい場合で、かつ切削加工では対応できない場面で活用されています。
2. ワイヤ放電加⼯
被加工物の金属素材へ高精度な加工が可能です。一般的には2次元加工となりますが、テーパー加工も可能です。被加工物を選ばす加工できる点が特徴ですが、被加工物別に加工条件や液体を選ぶ必要があります。ここで液体とは、水、油、油と水の混合液を指します。
3. 細穴放電加工
被加工物の金属素材に対して直径0.3mmから3mmまでの細穴加工が可能です。方彫り放電加工機と原理は同じで、電極が細い線で、穴あけしたい長さによっては時間がかかります。切削加工で細穴を開ける場合はドリル特性により斜めに穴が開いてしまう可能性がありますが、細穴放電加工は切削加工と比較して垂直に穴を開けることが可能です。
放電加工の原理
放電電極と被加工物の間に100ボルト電圧をかけその距離を数十ミクロン程度まで近づけると、電極と被加工物の間に放電現象が発生し火花が発生します。その火花が他へ引火しないように水や油や水油環境下で加工を行います。火花で発生する放熱 (6,000℃以上) でワーク表面を溶かしながら表面を除去加工します。かつ電気回路 (パルス回路) を用いることで発生する放電現象を用いながら、目的とする形状を作り上げます。
放電加工の種類
1. 形彫り放電加⼯
電極材は、主に銅、グラファイト、タングステン等の通電する金属材が使わています。被加工物と電極間に毎秒1,000回以上の放電を行い、ワーク表面を微細に溶かしながら目的形状へ加工します。
2. ワイヤ放電加⼯
電極材は、極細金属ワイヤー (亜鉛、真鍮等で直径0.05mm以上) で、被加工物と電極の間に放電現象を起こして除去加工を行います。金属ワイヤーで被加工物を微細に溶かしながら2次元加工を行います。電極は被加工物に触れることなく加工液 (水、油、水油混合液) の中で形状を除去加工します。
ワイヤー放電加工の特徴として電極の揺動を繰り返すことで、表面の面粗度が良好な加工面を作ることが可能です (ローラン加工と呼ばれています) 。この加工法は切削加工より面粗度が低い加工面が得られるため、精密加工に適した加工方法となります。
3. 細穴放電加工
電極材は、棒状電極 (銅や真鍮、タングステン等) を使います。被加工物に電極を近づけ放電現象を発生させ、金属を除去することで細穴が加工できます。
放電加工のその他情報
1. 放電加工の問題点
細かい加工ができる放電加工ですが、問題点もあります。
放電加工は電気を通さない被加工物を加工する事はできません。また被加工物の除去量が少ないため作業時間が多くかかり、大量生産の加工方法として適しません。
放電加工に使う電極は被加工物だけではなく電極も同様に摩耗します。電極予備を用意しておき、必要に応じて交換する必要があります。特に型彫り放電加工では形状電極を作る必要があり、電極を作る工数を見込む必要があります。
2. 放電加工に必要な機器
それぞれの加工方法 (形彫り放電加⼯、ワイヤ放電加⼯、細穴放電加工) に対応した放電加工機が必要になります。NC装置を搭載した機器が主流であり、NCプログラムで制御されて加工を行います。近年の技術革新により、複雑な動きをするロボットアームを搭載した機器もあり、被加工物や電極の搬送が自動化されるメリットがあります。


放電加工を提供する会社 46社
*一部商社などの取扱い企業なども含みます。
地域別に放電加工を提供する会社を探す
*放電加工を提供する会社を本社や支社、支店、営業所、事業所などがある地域別に探すことができます。
北海道・東北
関東
中部
近畿
中国
四国
九州・沖縄

■大学や試験研究機関からの試験片やマスターモデル、人工欠陥の追加工依頼も請負い実績あり
■独自の理論で放電加工を体系化して「高速・高品位・高精度化」技術の確立に成功
製品をみる 会社サイトをみる
放電加工を提供する会社ランキング
*一部商社などの取扱い企業なども含みます2024年3月の注目ランキングベスト10
注目ランキング導出方法| 順位 | 会社名 | クリックシェア |
|---|---|---|
| 1 | 株式会社エージェンシーアシスト |
15.7%
|
| 2 | トキワ精工株式会社 |
8.4%
|
| 3 | スターロイ産業株式会社 |
7.2%
|
| 4 | 村上精機株式会社 |
6.0%
|
| 5 | 東レ・プレシジョン株式会社 |
4.8%
|
| 6 | 株式会社フジレメック |
4.8%
|
| 7 | 株式会社石原産業 |
3.6%
|
| 8 | 大伸ダイス工業株式会社 |
3.6%
|
| 9 | 株式会社アームズ |
3.6%
|
| 10 | 日本精密工業株式会社 |
3.6%
|
注目ランキング導出方法について
注目ランキングは、2024年3月の放電加工ページ内でのクリックシェアを基に算出しています。クリックシェアは、対象期間内の全企業の総クリック数を各企業のクリック数で割った値を指します。社員数の規模
- 四変テック: 474人
- マイクロカット: 219人
- 東レ・プレシジョン: 180人
設立年の新しい会社
- ナムテクノ: 2003年
- マイクロカット: 2003年
- エス・アイ工機: 2001年
歴史のある会社
- 四変テック: 1946年
- 村上精機: 1948年
- トキワ精工: 1950年
放電加工のカタログ 6件
Metoreeに登録されている放電加工が含まれるカタログ一覧です。無料で各社カタログを一括でダウンロードできるので、製品比較時に各社サイトで毎回情報を登録する手間を短縮することができます。
カタログを企業ごとに探す
- 全ての企業
- アステック
- フジ
カタログを種類ごとに探す
- 全ての種類
- 製品個別カタログ
- 会社案内カタログ

株式会社アステック
細穴放電加工機A22M/P2 A33M/P3
カタログ概要
■・・・細穴放電加工機の汎用機シリーズのカタログ豊富な機能に加え、誰にでも簡単に使える操作性により、優れたコストパフォーマンスを発揮します。機械本体...
タグ付けカテゴリ
放電加工 放電加工機 細穴放電加工機2023年10月6日

株式会社アステック
CNC高速細穴放電加工機A34CNCシリーズ
カタログ概要
■・・・細穴放電加工機のNC機シリーズのカタログ機械本体の基本構造部に鋳物を採用し、極めて高い剛性を実現。また機能性と高い位置精度を保持し、可変角度穴...
タグ付けカテゴリ
放電加工 放電加工機 細穴放電加工機2023年10月6日

株式会社アステック
高速細穴放電加工ユニットシリーズ
カタログ概要
■・・・細穴放電加工機のユニットシリーズのカタログ細穴放電による難削材の部品加工を提案。量産加工への応用で、二次加工を無くし、生産の効率化を実現。<...
タグ付けカテゴリ
放電加工 放電加工機 細穴放電加工機2023年10月6日

株式会社アステック
微細穴超高速CNC放電加工機A11MP1CNC/A34MP1CNC
カタログ概要
■・・・細穴放電加工機の微細穴に特化した機種のカタログ微細領域の放電加工は従来の細穴と異なり、パイプ状の電極を作るのが困難なため電極内部からの液圧に...
タグ付けカテゴリ
放電加工 放電加工機 細穴放電加工機2023年10月6日

株式会社アステック
超深穴細穴放電加工ユニット6Z1800
カタログ概要
■・・・超深穴細穴放電加工ユニットのカタログL/D1500倍という新境地へと辿り着いた放電加工ユニット。ガンドリルが苦手とする小径の深穴加工を実現します。...
タグ付けカテゴリ
放電加工 放電加工機 細穴放電加工機2024年1月22日