レーザー溶接機
メーカー28社・22製品一覧 【2024年】
レーザー溶接機についての概要、用途、原理などをご説明します。また、レーザー溶接機のメーカー28社一覧や企業ランキングも掲載しておりますので是非ご覧ください。レーザー溶接機関連企業の2024年3月注目ランキングは1位:株式会社光響、2位:株式会社smartDIYs、3位:イデア株式会社となっています。
レーザー溶接機と関連するカテゴリ
レーザー溶接機とは
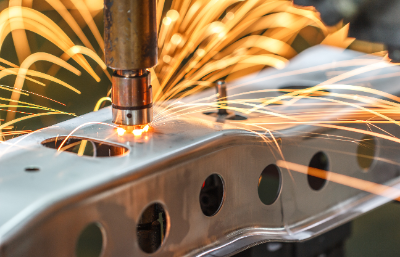
レーザー溶接機とは、金属溶接や切断などに使用されるレーザー加工機の1種です。
レーザー光が非常に短い時間で加工物にエネルギーを入れて溶かし、すぐ固まるので溶接後の歪みが少なく済みます。従来の溶接法と比べて、高速に処理できることも特徴です。また、レーザーの波長やエネルギー密度、ビームスポット径を調節することで、微細加工にも対応できます。
レーザー溶接機の発振器には、YAGレーザーやCO2レーザー、ファイバーレーザーが使用されますが、近年はディスクレーザーや半導体レーザーが使用されることも多いです。このテクノロジーを利用し、非常に繊細で熱による影響を与えたくない部品や、熱により酸化しやすいチタンなどの溶接を行うことができます。
レーザー溶接機の使用用途
レーザー溶接は、自動車のボディやフレームといった大きなものから、金型といった比較的小型のものや電子部品の微細加工まで、大小さまざまなサイズの素材に対応しています。また、ステンレスやアルミ、銅など金属の溶接や電子部品のスポット溶接といった細かな加工、高い気密性のシーム溶接など、加工技術も多様です。
レーザー溶接機の原理
レーザー溶接機は主に、レーザー発振器、光路、集光光学系、駆動系、シールドガス系で構成されています。発振器から照射されたレーザー光が、ミラーや光ファイバーなどの光路で集光光学系まで伝送されます。そして集光光学系で適切なスポット径に絞られた光が、ヘッド部から照射されます。
レーザー照射した部分の酸化やプラズマを防ぐために、アルゴン、ヘリウム、窒素などがアシストガスとして吹き付けます。これがシールドガス系です。
さらに加工する素材を固定する治具や位置決めステージなどを駆動系と呼びます。
また、加工方法では熱伝導型と深溶込み型に分類できます。熱伝導型は、加工物に照射した光が熱となり、それが表面を融解させた後に冷やして固める方法です。それに対して、深溶込み型はエネルギー密度を高く照射する方法です。熱伝導型に比べて深度がある加工ができます。
さらに、レーザー溶接に使用されるレーザーにもそれぞれ特徴があり、素材や加工法に合わせた波長、出力を選びます。
1. CO2レーザー
大きな出力の連続発振 (英: CW, Continuous Waves) が可能です。波長は10.6μmと、一般的に使用されるレーザーの中で最も長い波長帯になります。
2. YAGレーザー
CO2レーザーほどの出力は得られませんが、YAGレーザーは光ファイバーによる伝送が可能です。波長は1.06μm (1063nm) とCO2レーザーよりも短くなるため、素材への吸収率が高いのも特徴です。
3. ファイバーレーザー
出力レンジも幅広く、光ファイバーでの伝送もできるので、加工機がコンパクトに設計できます。
レーザー溶接機のその他情報
1. レーザー溶接機のメリット
非常に高い熱エネルギーを溶接部に最小限の範囲でかけられるため、エネルギーのロスがごく僅かです。また、熱による溶接部の歪みを最小限に抑えられ、溶け込みが深く強度な溶接が可能です。
そのほか、以下のようなメリットもあります。
- コンピュータによる制御が容易のため、ロボットアームを使用した溶接加工の自動化が可能です。
- ロボットアームの自由度が高く、どのような場所でも溶接が可能です。
- 点ではなく線での溶接が出来強度の向上や補強用部材が不要になることから、軽量化も実現します。
- 電子ビーム溶接のように真空を要さず、大気中で溶接が可能です。
2. テーラードブランクにおけるレーザー溶接
テーラードブランクとは、プレス成型前の材料を先に溶接した後にプレス加工を行う工法です。自動車のボディやフレームのような強度や耐久性に加えて軽量性など多くの要件を満たす必要のある部品に使用します。
テーラードブランクの最大のメリットは、異種材料の組み合わせが可能な点です。必要な場所にのみハイテン材と呼ばれる硬い材料を使い、強度の必要のない箇所には軟らかい材料を使うことでコストメリットと軽量化を実現します。また、異種材料の組み合わせだけでなく、異なる板厚の組み合わせも可能です。
しかし、テーラードブランクには接合部が極端に脆くなるという欠点があり、その欠点を補うためにレーザー溶接が使用されます。レーザー溶接は溶接部の材質劣化が少なく、溶接部は熱によって焼き入れ効果が発生します。
3. レーザー溶接機使用時の安全対策
レーザー光は人口的につくられた特殊な光で、目に見えるレーザー光と見えないレーザー光があります。自然光と比べてパワーが高く、高密度なため目や皮膚に損傷を与える可能性が高いです。
安全対策としては、レーザー光を外部に出さないようカバーを覆うといった環境の作成、保護メガネや防護服の着用が効果的です。
参考文献
http://www.monozukuri.org/mono/db-dmrc/laser-weld/kiso/index.html
https://www.keyence.co.jp/ss/products/measure/welding/laser/mechanism.jsp
https://www.keyence.co.jp/ss/products/measure/welding/laser/

レーザー溶接機メーカー 28社
*一部商社などの取扱い企業なども含みます。


・DOE(回折光学素子)によるキーホール溶接と熱伝導溶接の双方のメリットを活用した高品質な溶接
・ガルバノヘッドと搬送系のNC協調制御により、高速で高品質を実現可能なレーザ加工システム
製品をみる 会社サイトをみる

・良品データと不良品データを比較、判定します。
・製造ラインへの組み込みが容易な、軽量コンパクト設計です。
・CW(連続)発振のみならず、パルス発振にも対応します。
・スキャナーヘッド対応モデルもラインアップしています。
製品をみる 会社サイトをみる



・他社にはない4in1(溶接、切断、焼け取り、クリーナー)
・コンパクトな空冷タイプもあります
・協働ロボットとの自動化システムも新登場
製品をみる 会社サイトをみる

1.炭素鋼SUSアルミの薄板溶接に最適
2.ファイバー溶接だから誰でも簡単に溶接可能
TIG 溶接のような経験を問いません
3.ワイヤー送給装置で肉盛り溶接も対応可能
軽量トーチで操作性も抜群!
4.レーザークリーナー、簡易レーザーカッター
として使用可能
製品をみる 会社サイトをみる
レーザー溶接機 2024年3月のメーカーランキング
*一部商社などの取扱い企業なども含みます2024年3月の注目ランキングベスト10
注目ランキング導出方法| 順位 | 会社名 | クリックシェア |
|---|---|---|
| 1 | 株式会社光響 |
16.6%
|
| 2 | 株式会社smartDIYs |
10.9%
|
| 3 | イデア株式会社 |
10.3%
|
| 4 | 株式会社アマダウエルドテック |
9.5%
|
| 5 | パナソニック プロダクションエンジニアリング株式会社 |
8.9%
|
| 6 | 株式会社群協製作所 |
4.3%
|
| 7 | 株式会社ヨコハマシステムズ |
3.5%
|
| 8 | 株式会社レーザックス |
3.2%
|
| 9 | 長野オートメーション株式会社 |
2.7%
|
| 10 | 株式会社エイム |
2.7%
|
注目ランキング導出方法について
注目ランキングは、2024年3月のレーザー溶接機ページ内でのクリックシェアを基に算出しています。クリックシェアは、対象期間内の全企業の総クリック数を各企業のクリック数で割った値を指します。社員数の規模
- アマダウエルドテック: 738人
- パナソニック プロダクションエンジニアリング: 657人
- 日本アビオニクス: 578人
設立年の新しい会社
- テラスレーザー: 2019年
- ALPHA LASER JAPAN: 2017年
- パナソニック プロダクションエンジニアリング: 2014年
歴史のある会社
- ヤスオカ: 1932年
- レーザックス: 1941年
- 共和: 1947年
レーザー溶接機注目ランキング
製品の閲覧数をもとに算出したランキング
電話番号不要
何社からも電話がかかってくる心配はありません
まとめて見積もり
複数社に何度も同じ内容を記入する必要はありません
返答率96%以上
96%以上の方がメーカーから返答を受け取っています
レーザー溶接機の製品 22点
22 点の製品がみつかりました

株式会社共和
ファイバーレーザー溶接機 FANATEC 4.0 Pro GenX
670人以上が見ています
最新の閲覧: 14時間前
100.0% 返答率
FANATECレーザー溶接機は、世界市場で販売しているため大量生産により安価に提供できます。日本では国内の安全基準に適合するべく日本仕...
8種類の品番

中日クラフト株式会社
4つの機能を1台で実現 切断・焼け取り・クリーナーの機能も備えた ファイバーレーザー溶接機 CHU-LWシリーズ
380人以上が見ています
最新の閲覧: 7時間前
返信の早い企業
100.0% 返答率
4.0時間 平均返答時間
4つの機能を1台で実現 レーザー溶接機は、溶接だけでなく、切断・焼け取り・クリーナーの機能も備えた装置です。 ・ステンレス、鉄、ア...
3種類の品番

株式会社リンシュンドウ
溶接・切断・サビ落とし機 LCW RSD-SUNMAX-FL-LCW
210人以上が見ています
最新の閲覧: 4時間前
100.0% 返答率
■特長 ・レーザーガン・アタッチメントを交換することにより、金属製素材に対して溶接、切断、洗浄 (サビ落・塗料剥離) が行える一台三...

テラスレーザー株式会社
小物〜大物ワークに対応可能 T-LASER 電動架台タイプ
190人以上が見ています
■T-LASERとは テラスレーザーの企業理念を具現化した製品が「T-LASER」です。低出力帯に特化したレーザー溶接システムとなり、パルス入...
2種類の品番

株式会社リンシュンドウ
ファイバーレーザー加工機 溶接機 RSD-SUNMAX-FL-welding
140人以上が見ています
最新の閲覧: 4時間前
100.0% 返答率
■特長 ・最新のファイバーレーザーを採用しています。 ・従来の硬質光出力システムと比較して、処理の自由度を改善することができ、より...

テラスレーザー株式会社
複雑形状も精密溶接が可能 T-LASER ティーチングタイプ
130人以上が見ています
■T-LASERとは テラスレーザーの企業理念を具現化した製品が「T-LASER」です。低出力帯に特化したレーザー溶接システムとなり、パルス入...
2種類の品番

パナソニック プロダクションエンジニアリング株式会社
トータルコスト削減と品質確保を両立 EV・HEVモータ用レーザ溶接機
130人以上が見ています
■高速溶接 55 ~ 80 s / 192 箇所溶接の実現 ■高品質溶接 ・ビームプロファイル制御による高品質溶接の実現 ・溶接深さ検査 (OCT) ...

テラスレーザー株式会社
小物ワークに最適 T-LASER テーブルタイプ
130人以上が見ています
■T-LASERとは テラスレーザーの企業理念を具現化した製品が「T-LASER」です。低出力帯に特化したレーザー溶接システムとなり、パルス入...
2種類の品番

株式会社共和
ファイバーレーザー溶接機 FANATEC PORTABLE 4.0 Pro
90人以上が見ています
最新の閲覧: 5時間前
100.0% 返答率
空冷ポータブルタイプ新登場 先進のファイバーレーザー溶接技術を誰でもどこでも使えるように。 ■空冷仕様「チラー不要」+重量「60kg...

株式会社光響
ハンディ式レーザー溶接機
80人以上が見ています
最新の閲覧: 8時間前
100.0% 返答率
■レーザー溶接機とは レーザー溶接機とは、金属を溶かして接合させるために、高温度の熱源としてレーザー光を用いた機械のことでありま...
レーザー溶接機のカタログ 19件
Metoreeに登録されているレーザー溶接機が含まれるカタログ一覧です。無料で各社カタログを一括でダウンロードできるので、製品比較時に各社サイトで毎回情報を登録する手間を短縮することができます。
カタログを企業ごとに探す
- 全ての企業
- イデア
- パナソニック プロダクションエンジニアリング
- アマダウエルドテック
- ヨコハマシステムズ
- 光響
- 共和
- テラスレーザー
- ニッコーテック
- 群協製作所
カタログを種類ごとに探す
- 全ての種類
- 製品個別カタログ
- 製品総合カタログ
- ノウハウカタログ
株式会社光響
ハンディ式レーザー溶接機(小型・空冷式)
カタログ概要
・高品位なレーザー溶接をリーズナブル価格で実現可能。・重量39 kgの軽量コンパクトな本体。・空冷式により軽量かつ取り回しのよいハンドトーチ。
タグ付けカテゴリ
レーザー溶接機 レーザー加工 レーザー溶接2023年2月24日

株式会社アマダウエルドテック
ファイバーレーザ溶接機 MF-C2000A-S/SC
カタログ概要
製品特長 ・微細溶接に適したファイバーレーザ溶接機 ・集光性に優れたシングルモードファイバーレーザを採用 ・アルミや銅の溶接も可能 アプリケーション例...
タグ付けカテゴリ
レーザー溶接機 レーザースキャナー ファイバーレーザー レーザー発振器 +12022年4月5日

株式会社アマダウエルドテック
ファイバーレーザ溶接機 MF-C2000A-M/MC
カタログ概要
製品特長 ・実用性に優れたマルチモードファイバーレーザを採用 ・独自のレーザ出力制御技術 ‟アクティブヒートコントロール”に対応 ・最適な溶接条件を実現...
タグ付けカテゴリ
レーザー溶接機 レーザースキャナー ファイバーレーザー レーザー発振器 +12022年4月5日

イデア株式会社
レーザー溶接機「Idea Laser Welding」
カタログ概要
溶接作業が早く、素材の熱変形も抑えることができる優れたレーザー溶接。環境にやさしく、TIG/MIG溶接など従来のほとんどの溶接プロセスから置き換えることが...
タグ付けカテゴリ
レーザー溶接機2023年7月20日

株式会社共和
FANATECファイバーレーザー溶接機
カタログ概要
掲載内容◆世界中でFANATECファイバーレーザー溶接機が選ばれる理由?◆高い溶接品質と高速化の両立◆4in1仕様◆空冷タイプ新登場◆FANATEC 4.0 Pro GenX仕様◆FANA...
タグ付けカテゴリ
レーザー溶接機 ファイバーレーザー溶接機2024年3月8日

株式会社ヨコハマシステムズ
【簡単・便利】HSGファイバーレーザー溶接機FMW-ECO
カタログ概要
HSGファイバーレーザー溶接機FMW-ECO【4つの特徴】1.炭素鋼・ステンレス・アルミの薄板溶接に最適2.ファイバー溶接だから誰でも簡単に溶接可能です。 ...
タグ付けカテゴリ
レーザー溶接機 ファイバーレーザー溶接機2024年4月15日

テラスレーザー株式会社
レーザー溶接機 T-LASER
カタログ概要
日本製・金型補修用レーザー溶接機! T-LASER 遂にデビュー!精密金型の肉盛補修に好適なレーザー溶接機です。「高品質」なのに「低価格」「独自技術」により...
タグ付けカテゴリ
レーザー溶接機 レーザー溶接2023年7月27日
テラスレーザー株式会社
ティーチングシステムT-TRACK
カタログ概要
三次元複雑形状へのアプローチならT-TRACK精密金型のレーザー溶接で課題となるのは三次元複雑形状へのアプローチです。T-TRACKを使えば初心者でも複雑形状へ...
タグ付けカテゴリ
レーザー溶接機 レーザー溶接2023年8月1日

テラスレーザー株式会社
レーザー溶接機_導入事例集
カタログ概要
ユーザー様の声をお届けします。テラスレーザー「T-LASER」の具体的な活用シーンから導入後の運用効果をご紹介しています。
タグ付けカテゴリ
レーザー溶接機 レーザー溶接2023年8月1日

テラスレーザー株式会社
作業効率UP!メーカーがすすめる溶接治具特集
カタログ概要
溶接作業時間の短縮と作業品質を高めるために・・・「溶接治具」が溶接技術のカギを握り、溶接では治具が命です。難加工をはじめ様々な場面に適した溶接治具につ...
タグ付けカテゴリ
レーザー溶接機 加工治具 レーザー溶接2023年8月24日

テラスレーザー株式会社
レーザー溶接機の選び方
カタログ概要
レーザー溶接機の選定基準をさまざまな方向から考え分かりやすく説明しています。比較資料も掲載しています。
タグ付けカテゴリ
レーザー溶接機 レーザー溶接2023年8月24日
テラスレーザー株式会社
肉盛補修・アプリケーションブック
カタログ概要
レーザー溶接を用いた肉盛補修アプリケーションブック!■レーザー溶接肉盛補修事例集の紹介事例1.プラスチック射出成型用金型(コネクタ)の三頂角への微細肉盛...
タグ付けカテゴリ
レーザー溶接機 レーザー溶接2023年8月24日

テラスレーザー株式会社
精密接合溶接・アプリケーションブック
カタログ概要
レーザー溶接を用いた精密接合溶接アプリケーションブック!レーザー溶接を用いた精密接合溶接 事例抜粋 ➀ インコネルとPt 蒸着膜の点付け溶接➁ パイプとメ...
タグ付けカテゴリ
レーザー溶接機 レーザー溶接2023年8月24日

テラスレーザー株式会社
金型補修におけるレーザー溶接の課題
カタログ概要
金型補修におけるレーザー溶接の課題対応について■課題・放電加工後の割れ対策・窒化処理済みワークのヒケ止め・超微細溶接・クラックの補修・三次元複雑形状...
タグ付けカテゴリ
レーザー溶接機 レーザー溶接2023年8月24日
株式会社ニッコーテック
株式会社ニッコーテック
カタログ概要
医療器具の受託製造・精密部品の受託製造、致します!私たちは関節手術用医療器具製品の製造販売と、精密部品の受託製造をコアビジネスとしています。一般産...
タグ付けカテゴリ
レーザー溶接機 レーザーマーカー YAGレーザー 精密機械加工 +42024年2月15日
レーザー溶接機のカタログ19件分をまとめてダウンロードできます!お迷いの方は便利な無料の一括ダウンロード機能をご利用ください。


企業
株式会社光響 株式会社アマダウエルドテック パナソニック プロダクションエンジニアリング株式会社 イデア株式会社 株式会社共和 株式会社ヨコハマシステムズ テラスレーザー株式会社 株式会社群協製作所 株式会社ニッコーテック